A plastic screw is a fastener made from engineering-grade polymers — most commonly nylon or acetal — chosen when metal would corrode, conduct electricity, or add unwanted weight to an assembly.
You’re mid-assembly on a medical device chassis, and your engineer flags the stainless steel M3 screws on the BOM. “These are going near the electrodes,” she says. “Swap them out.” That swap — from metal to plastic — happens thousands of times a day across electronics plants, food processing lines, and automotive subassembly shops. Plastic screws aren’t the lesser choice. In the right context, they’re the only choice.
This guide covers every common type of plastic screw, breaks down the five most-used materials and their real performance differences, shows you how to match a screw to an application without guessing, and walks through the installation mistakes that most spec sheets never mention.
What Is a Plastic Screw?
A plastic screw is any threaded fastener molded or machined from a polymer rather than metal — providing corrosion immunity, electrical insulation, and weight savings that metal cannot offer in the same package.
The term is broader than it sounds. It covers everything from a tiny nylon M2 screw holding a PCB standoff in place to a large polypropylene wing bolt clamping a water treatment filter housing. What unites them is the base material: an engineering-grade plastic chosen for specific functional reasons, not just cost savings.
According to Wikipedia’s overview of engineering plastics, engineering-grade polymers have better mechanical and thermal properties than commodity plastics, with continuous service temperatures reaching 150°C (300°F) in many grades. A quality plastic screw in the right material can handle demanding conditions that would surprise engineers who’ve never looked past the tensile strength column in the datasheet.
The trade-off is load capacity. Plastic screws have lower tensile strength than steel and can creep under sustained high loads. When you know those limits — and select accordingly — you’re not compromising. You’re engineering.
How Plastic Screws Differ from Metal Fasteners
The practical differences go well beyond material density:
- Corrosion immunity: Nylon and acetal screws don’t rust. In coastal environments, chemical processing plants, or medical washdown areas, this eliminates the primary failure mode of metal fasteners entirely.
- Electrical insulation: Metal screws conduct electricity. On PCBs, near live conductors, or inside RF shielding housings, a metal screw is a liability. A plastic screw is inherently non-conductive without any coating or treatment.
- Weight reduction: A nylon screw weighs roughly 15% of the equivalent steel fastener. For aerospace components, wearable electronics, or weight-sensitive consumer devices, that difference compounds across hundreds of fastener points.
- Non-sparking: In environments with flammable vapors or explosive atmospheres, plastic screws eliminate ignition risk from incidental tool contact or vibration impact.
- Gentler on mating materials: Plastic-on-plastic or plastic-on-soft-metal contact avoids galvanic corrosion and surface galling that plague stainless steel fasteners in mixed-material assemblies.
Key Properties That Define Performance
Not all plastic screws perform the same. Four properties dictate whether a given plastic screw survives its application:
| Property | Why It Matters | What to Check |
|---|---|---|
| Tensile strength | Maximum axial load before fracture | PSI or MPa rating at service temperature |
| Creep resistance | How well the material holds dimensions under sustained load | Creep modulus, especially above 60°C |
| Chemical resistance | Compatibility with cleaning agents, solvents, fuels | Resistance table for specific reagents |
| Temperature range | Service limits at both extremes | Continuous use temperature, not HDT |
Nylon 6/6 tensile strength runs 10,000–12,400 PSI in dry conditions — strong for a plastic, but roughly 20× lower than a Grade 5 steel bolt. That gap is real and should inform every specification decision. A plastic screw is not a drop-in replacement for a high-load structural steel fastener.
Types of Plastic Screws
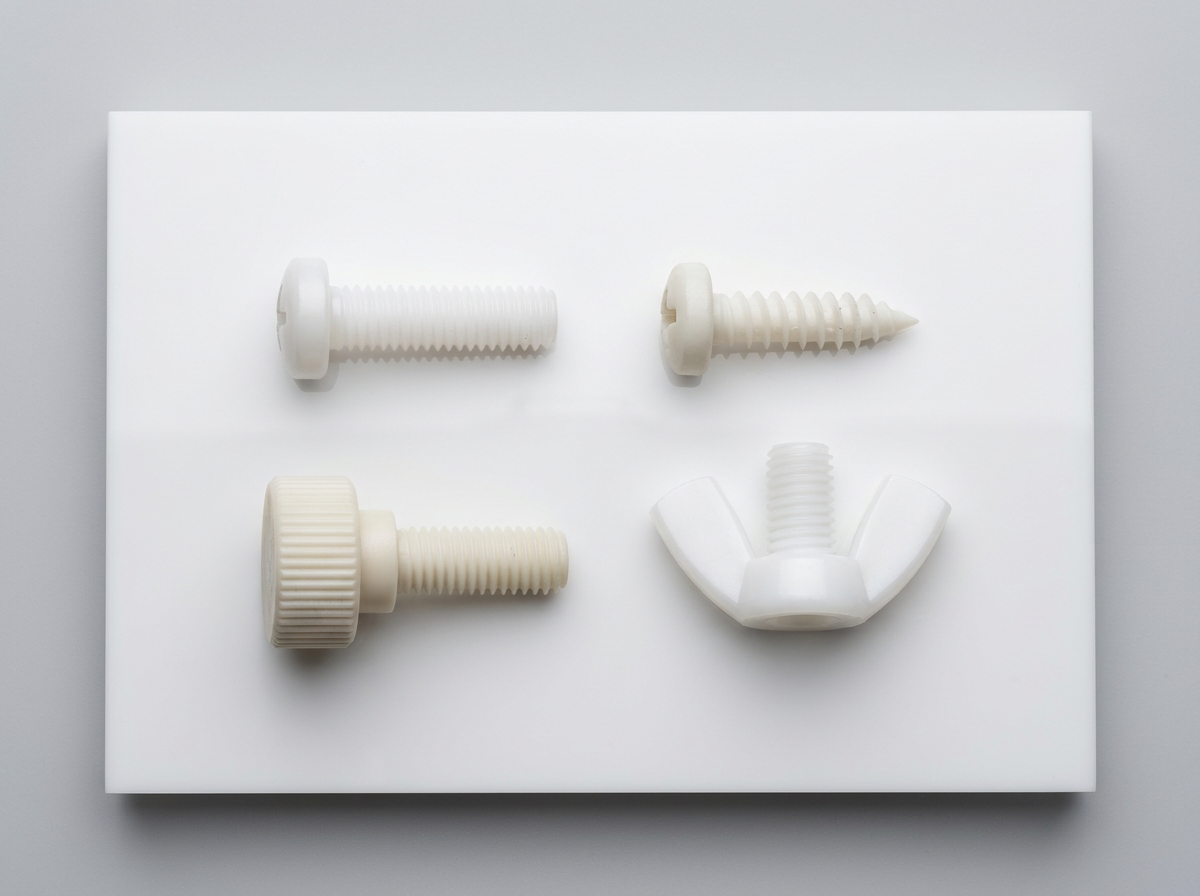
There are five main categories of plastic screw: machine screws, self-tapping screws, thread-forming screws, thumb and wing screws, and specialty standoff variants — each designed for a different fastening scenario and mating material.
Knowing which type to reach for saves you from the most common failure mode in plastic fastener applications: using the wrong thread geometry for the substrate.
Machine Screws and Pan Head Bolts
Machine screws thread into pre-tapped holes or are paired with plastic nuts. They’re the most common plastic screw type and the closest equivalent to standard metal machine screws in function.
Common configurations:
– Pan head — the workhorse. A broad bearing surface that works with Phillips, slotted, or Torx drive. Used in electronics enclosures, cover plates, and anywhere a low-profile head is acceptable.
– Hex head — higher torque capability, assembled with wrenches. Used in heavier-duty plastic assemblies where pan head drive would cam out before reaching seating torque.
– Flat/countersunk head — sits flush with the mating surface. Used in panels and housings where a protruding head would interfere with stacking, mating, or aesthetic requirements.
Available in metric (M2 through M20) and imperial (2-56 through 1/2-13) thread sizes in nylon, acetal, polypropylene, and PEEK.
Self-Tapping Screws for Plastic
Self-tapping screws cut their own thread as they drive in, eliminating the pre-tapping step. This is efficient for production, but it demands matching the screw geometry to the parent material’s hardness.
Two subtypes matter:
– Thread-cutting screws: physically remove material to form the thread. Suitable for harder engineering plastics like acetal or glass-filled nylon.
– Thread-forming (Plastite-style) screws: displace material by pressing rather than cutting. They create a stronger thread in softer plastics by working the material rather than removing it, leaving more material engaged with the thread flanks.
For injection-molded plastic assemblies in medium-density materials like unfilled nylon or ABS, thread-forming designs consistently outperform thread-cutting screws in pull-out strength. The displaced material work-hardens slightly and creates tighter thread engagement.
Thread-Forming Screws Purpose-Built for Plastics
Thread-forming screws deserve their own callout because they’re specifically engineered for plastic host materials. These are available in a wide range of head and drive style combinations covering nearly every application geometry in the field.
The trilobular thread form — used in Plastite and similar proprietary designs — reduces driving torque while increasing the strip-out torque ratio. That’s exactly the balance you want when working with polymers: the screw drives in with reasonable force but resists pull-out more effectively than a standard thread profile in the same boss material.
Boss diameter and depth recommendations vary by plastic. In nylon, a boss outer diameter of 2.0–2.5× the screw diameter is standard minimum; in softer polypropylene, 2.5–3.0× gives better strip resistance. Engagement depth of at least 1.5–2.0× the screw diameter maintains pull-out strength without oversizing the boss wall thickness.
Thumb Screws, Wing Screws, and Captive Variants
These are the hand-tightenable types — designed for enclosure access panels, filter housings, or anywhere repeated tool-free removal is required by end users or maintenance technicians:
- Thumb screws: knurled or lobed head, turned by hand. Common on instrument panel covers, sensor housings, and battery compartments.
- Wing screws: two flat wings extending from the head for grip leverage. Standard on plumbing access panels, electrical junction boxes, and HVAC filter housings.
- Captive screws: retained in the panel even when fully backed out — critical for service access panels where dropped hardware into equipment causes downstream failures or contamination.
All three types are available in nylon and polypropylene for corrosive or washdown environments.
Plastic Screw Materials: A Buyer’s Comparison
The four primary plastic screw materials are nylon, acetal, polypropylene, and PEEK — each serving a different combination of load, environment, and temperature requirements at different price points.
Material selection is where most specification errors happen. Engineers default to nylon because it’s the most common and lowest cost, then discover months later that fasteners have swollen, stripped, or degraded in the actual service environment. Here’s what to know about each material before placing an order.
Nylon (Polyamide) Screws — The Default for Good Reason
Nylon 6/6 is the most widely used plastic screw material globally. It has the highest tensile strength among common plastic fastener materials, good chemical resistance to oils, fuels, and many solvents, and an acceptable temperature range (–40°C to +120°C continuous service).
As documented in Essentra Components’ nylon fastener guide, nylon is the ideal plastic screw material when you need electrical insulation, corrosion resistance, and moderate load capacity in a single fastener — it’s why it dominates electronics, general industrial, and light mechanical applications.
What the datasheet buries: nylon is hygroscopic. It absorbs moisture from both liquid contact and ambient humidity, causing dimensional swelling. In a tight-tolerance thread engagement — a nylon screw into a nylon-tapped hole — that swelling can increase driving torque dramatically and cause the head to shear before the screw fully seats. In high-humidity environments, outdoor applications, or anywhere the assembly will experience wet-dry cycling, dry-condition strength specs are materially optimistic.
Practical rule: if the assembly will ever see water, steam, or significant condensation, evaluate acetal before specifying nylon.
Acetal (POM) Screws — Dimensional Precision Under Load
Acetal (polyoxymethylene, sold commercially as Delrin® and Celcon®) is the precision performer in the plastic screw world. Where nylon absorbs moisture and swells, acetal maintains tight dimensional tolerances through wet-dry cycling because its moisture absorption is under 0.25% by weight.
According to Xometry’s nylon-vs-acetal material comparison, acetal offers superior creep resistance, fatigue resistance, and dimensional stability compared to nylon — making it the preferred specification for plumbing components, food processing equipment, precision instrument housings, and any assembly where the plastic screw must remain tight under sustained load and humidity variation.
The acetal trade-offs: it’s notch-sensitive, meaning it can fail more suddenly under impact or shock loading than nylon (which absorbs energy better). It also runs 15–20% higher cost per unit than equivalent nylon fasteners. And acetal degrades in contact with strong oxidizing agents, including concentrated chlorine bleach — a meaningful constraint in food processing environments using aggressive sanitizers.
Typical specifications: precision instrument enclosures, plumbing valve bodies, automotive interior components, gear-adjacent assemblies, and any application where dimensional stability across a temperature range matters more than raw tensile strength.
PEEK Screws — Performance Across the Extremes
PEEK (polyetheretherketone) is the high-performance tier of plastic fasteners. Continuous service temperature up to 260°C, chemical resistance that approaches PTFE across most reagent families, near-zero outgassing — these properties make PEEK the mandatory specification for semiconductor fabrication chambers, medical autoclave environments, and aerospace structural applications where other plastics would either melt, contaminate the process, or creep under sustained mechanical load.
PEEK screws cost roughly 8–12× more than nylon equivalents in the same thread size and configuration. They are not a general-purpose choice. But inside a chemical vapor deposition chamber, in an autoclave that runs 134°C steam sterilization cycles, or in cryogenic equipment exposed to liquid nitrogen where other plastics embrittle and shatter — PEEK is the only plastic screw that meets spec.
One detail worth knowing: PEEK is available in both unfilled and filled grades. Carbon-fiber-filled PEEK has higher stiffness and compressive strength; glass-filled PEEK improves dimensional stability. For most fastener applications, unfilled PEEK is appropriate unless the design engineer specifically requires the filled grade’s enhanced mechanical properties.
Polypropylene (PP) Screws — Chemical Compatibility on a Budget
Polypropylene has mediocre mechanical properties by engineering plastic standards: lower tensile strength than nylon, limited creep resistance under high loads, and a temperature ceiling around 100°C continuous service. Why specify it?
Chemical resistance. Polypropylene resists a wider range of acids, alkalis, and organic solvents than nylon or acetal. In battery handling equipment, chemical storage, laboratory apparatus, and wastewater treatment — where hardware sees aggressive chemistry but limited mechanical stress — polypropylene’s chemical inertness outweighs its mechanical limitations.
It’s also the lowest cost option in the plastic screw category, and widely available in standard metric and imperial thread sizes from industrial fastener distributors.
| Material | Tensile Strength | Moisture Absorption | Continuous Temp | Relative Cost | Best Application |
|---|---|---|---|---|---|
| Nylon 6/6 | 10,000–12,400 PSI | High (~2.5%) | –40°C to 120°C | $ | Electronics, general industrial, dry environments |
| Acetal (POM) | 8,000–9,000 PSI | Very low (<0.25%) | –40°C to 100°C | $$ | Plumbing, precision assemblies, wet environments |
| Polypropylene | 4,500–5,500 PSI | Very low | –10°C to 100°C | $ | Chemical processing, laboratory equipment |
| PEEK | 14,000–16,000 PSI | Very low | –60°C to 260°C | $$$$ | Medical, semiconductor, aerospace, high-temp |
Industry Applications of Plastic Screws
Plastic screws are standard-issue hardware in electronics, medical devices, food processing, and automotive — each industry leveraging a different combination of the material’s inherent advantages over metal.
Electronics and PCB Assembly
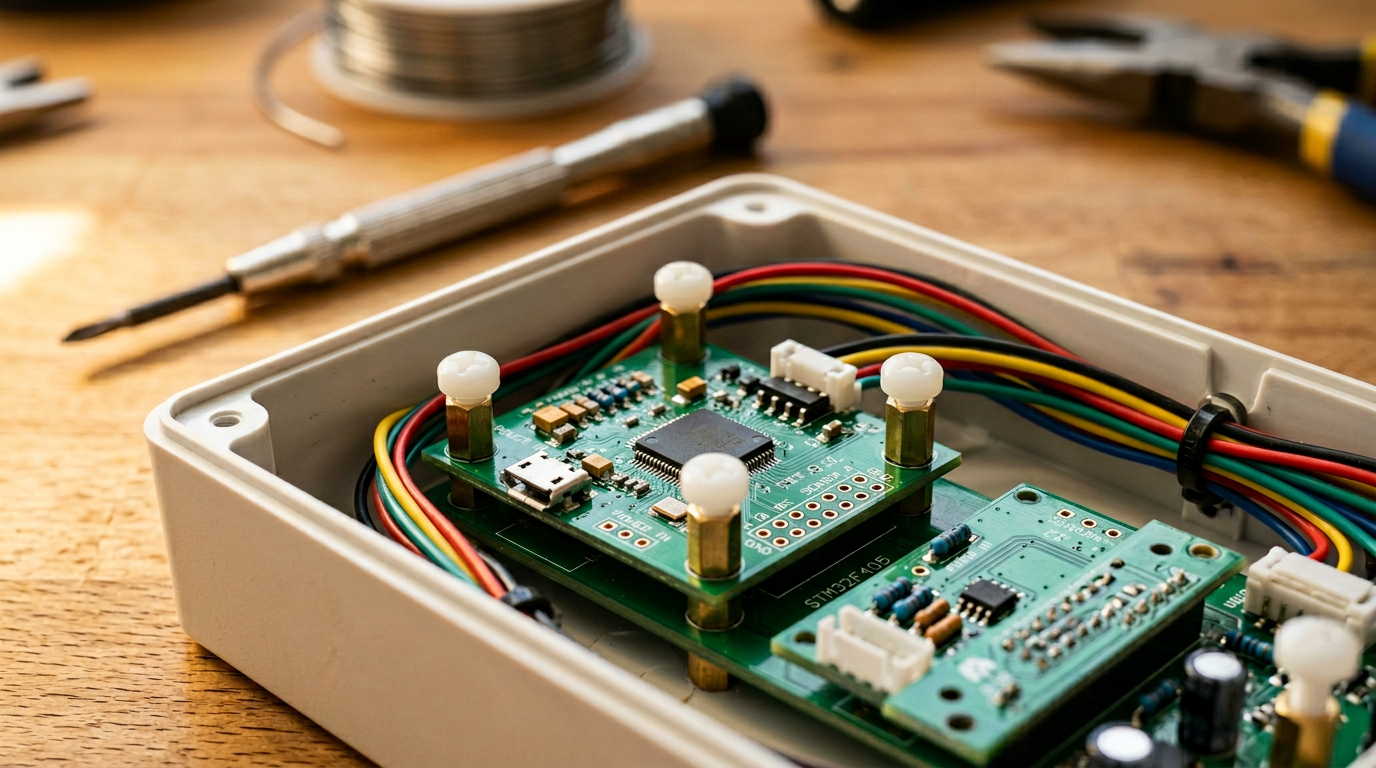
Every smartphone, server rack, and industrial control cabinet contains plastic screws — typically nylon or acetal, most commonly in M2 to M5 sizes. Three properties drive that specification:
Non-conductive: Metal screws near live PCB traces can cause shorts or create antenna effects in sensitive RF circuits. Nylon standoffs and machine screws provide guaranteed electrical isolation between board layers and chassis without requiring additional insulating washers.
Non-magnetic: In magnetic sensor arrays, precision measurement instruments, or MRI-adjacent equipment, even traces of ferrous metal hardware corrupt sensor readings or create localized field distortions. A plastic screw eliminates that variable entirely.
Lightweight: In consumer electronics where weight directly affects battery life perception and portability, shaving fastener weight compounds across hundreds of screws in a single device. At the system level, replacing 200 M3 steel screws with nylon equivalents saves approximately 40–50 grams — meaningful for a wearable device or laptop.
The choice between nylon and acetal for PCB standoffs matters in humid tropical deployment environments. Acetal’s dimensional stability prevents board deflection from standoff swelling that can occur with nylon assemblies in high-humidity data centers or outdoor-rated enclosures.
Medical Devices and Sterilization Equipment
Medical device manufacturers specify plastic screws for two distinct and separate reasons: MRI compatibility and sterilization cycle durability.
Metal fasteners are excluded from MRI-adjacent equipment because ferromagnetic materials interfere with imaging and can become dangerous projectiles near high-field magnets. Titanium handles the high-stress structural connections, but nylon and PEEK cover a large range of lower-load connections at a fraction of the cost of titanium hardware.
For autoclave environments (steam sterilization at 134°C, 30-minute cycles), PEEK is the recognized standard. Nylon 6/6 loses 30–40% of its tensile strength after repeated autoclave exposure — acceptable for some low-load applications, problematic for any fastener bearing joint clamping load. PEEK maintains properties through hundreds of sterilization cycles without measurable degradation, making it the responsible specification for Class II and Class III device assemblies.
Food Processing and Washdown Equipment
In food processing equipment, stainless steel is the default fastener — but there are specific areas where a plastic screw is clearly preferred. Conveyor guide rail clips, hopper access covers, mixing vat panels, and filter housings regularly use nylon or acetal fasteners for three reasons:
No corrosion contamination: Even 316 stainless steel can pit in chloride-rich cleaning environments. A plastic screw that corrodes doesn’t exist.
Metal detector compatibility: Automated inline metal detection is standard in food processing lines. A metal screw that falls into product triggers a line stop and product reject. A plastic screw passes the detector without triggering a false alarm.
Washdown chemical compatibility: Modern food plant sanitizers are aggressive. Acetal handles chlorine-based sanitizers better than nylon, whose moisture absorption causes dimensional inconsistency after repeated wet-dry cleaning cycles. The ASTM fastener standards framework provides the material qualification guidance for food-contact hardware applications.
Automotive Interior Components
Modern vehicles use plastic screws extensively in non-structural interior applications: door panel clips, dashboard subframe attachments, trim piece fasteners, interior lighting fixture mounts, and HVAC register housings. Two engineering drivers explain the specification choice.
Weight reduction: Automotive OEMs track fastener weight as part of the overall lightweighting program. A door panel assembled with 35 nylon screws instead of steel saves roughly 150 grams — not dramatic in isolation, but part of hundreds of weight-reduction decisions that compound to meaningful fuel economy and range improvements.
NVH (noise, vibration, harshness) control: Metal screws through plastic bosses create a different thermal expansion mismatch than plastic-to-plastic connections. As the vehicle interior cycles between cold mornings and hot afternoons, metal screws in plastic housings gradually loosen as the two materials expand and contract at different rates. Plastic-to-plastic fastening has a much better thermal expansion match, maintaining clamping force across the full temperature range the interior experiences.
How to Choose the Right Plastic Screw
Selecting the correct plastic screw requires four sequential decisions: material based on environment, screw type based on assembly method, size based on load and boss geometry, and drive type based on installation process and tooling.
Work through these in order. Getting the material right and nailing the size is still a failure if the thread type doesn’t match the substrate.
Step 1 — Define the Service Environment First
Before opening a catalog or comparing spec sheets, answer these four environmental questions:
Will the assembly see water, steam, or humidity cycling? If yes, avoid standard nylon for any precision thread engagement. Specify acetal for dimensional stability, or PEEK if temperature also exceeds 100°C.
What chemicals will contact the fastener? Check the polymer’s chemical resistance chart against the specific reagents — not a generic “good chemical resistance” marketing claim. Nylon degrades in strong acids. Acetal degrades in oxidizing acids and chlorinated solvents. Polypropylene handles both better than either. PEEK handles almost everything.
What are the temperature extremes? Polypropylene and nylon both start softening above 120°C. Acetal has a slightly lower ceiling at 100°C continuous. For anything that sees sterilization temperatures, process heat, or proximity to thermal components, PEEK or PPS is the starting point.
Is electrical insulation specifically required? All standard plastic screw materials satisfy this, but verify in the specific grade’s datasheet. Filled grades (carbon-fiber-filled PEEK, for example) can have measurable conductivity.
Step 2 — Match Thread Type to the Boss Material
For plastics being fastened into pre-tapped holes: standard machine screws with metric or imperial threads work correctly. Confirm the tapped hole was cut with a plastic-appropriate tap geometry (a tap with more flute relief than metalworking taps to prevent thread tearing), and use PTFE-based dry lubricant on plastic threads that will be tightened against plastic.
For plastic bosses without pre-tapped threads, the choice between self-tapping and thread-forming depends on the boss material:
– Hard engineering plastics (acetal, glass-filled nylon): thread-cutting or thread-forming both work; thread-forming gives better pull-out strength.
– Softer materials (unfilled PP, ABS, soft nylon): thread-forming only. Thread-cutting creates chips in soft plastic that jam in the boss and cause the screw to seize before reaching seating torque.
Step 3 — Size the Boss Geometry
The boss geometry is at least as important as the plastic screw itself. A correctly specified screw in an undersized boss will strip regardless of material quality.
Standard boss geometry guidelines:
– Boss outer diameter: minimum 2.0× screw diameter for hard plastics, 2.5× for soft plastics
– Thread engagement depth: minimum 1.5× screw diameter, target 2.0× for pull-out-critical applications
– Boss wall thickness to screw diameter ratio should remain above 0.5 to prevent radial cracking during insertion
These are minimums from molding design guidelines. For production assemblies, confirm with pull-out testing on actual molded parts — process variations in wall thickness and gate position affect real-world strip torque meaningfully.
Step 4 — Select the Drive Type to Match Your Process
| Drive Type | Torque Control | Cam-Out Risk | Common Application |
|---|---|---|---|
| Phillips (Pozidriv) | Moderate | High (by design — a protection mechanism) | Consumer electronics, general assembly |
| Torx (6-lobe) | High | Very low | Automotive, precision industrial production |
| Hex socket | High | None | Structural plastic assemblies, high-torque applications |
| Slotted | Poor | High | Legacy hardware, field-service only tooling |
Phillips remains the most common drive in plastic screw applications because tooling is universal and the cam-out design provides a functional over-torque protection mechanism in manual assembly. It becomes a liability in automated production where camout variation causes inconsistent seating.
Torx is increasingly the specification for plastic screws in production environments. The radial drive eliminates cam-out and allows consistent torque transmission — important when threading into a relatively low strip-torque nylon boss on an automated screwdriver with tight torque tolerances.
Common Mistakes When Installing Plastic Screws
The most frequent plastic screw failures in service are installation errors — primarily over-torquing, mismatched thread geometry, and wrong material for the chemical environment.
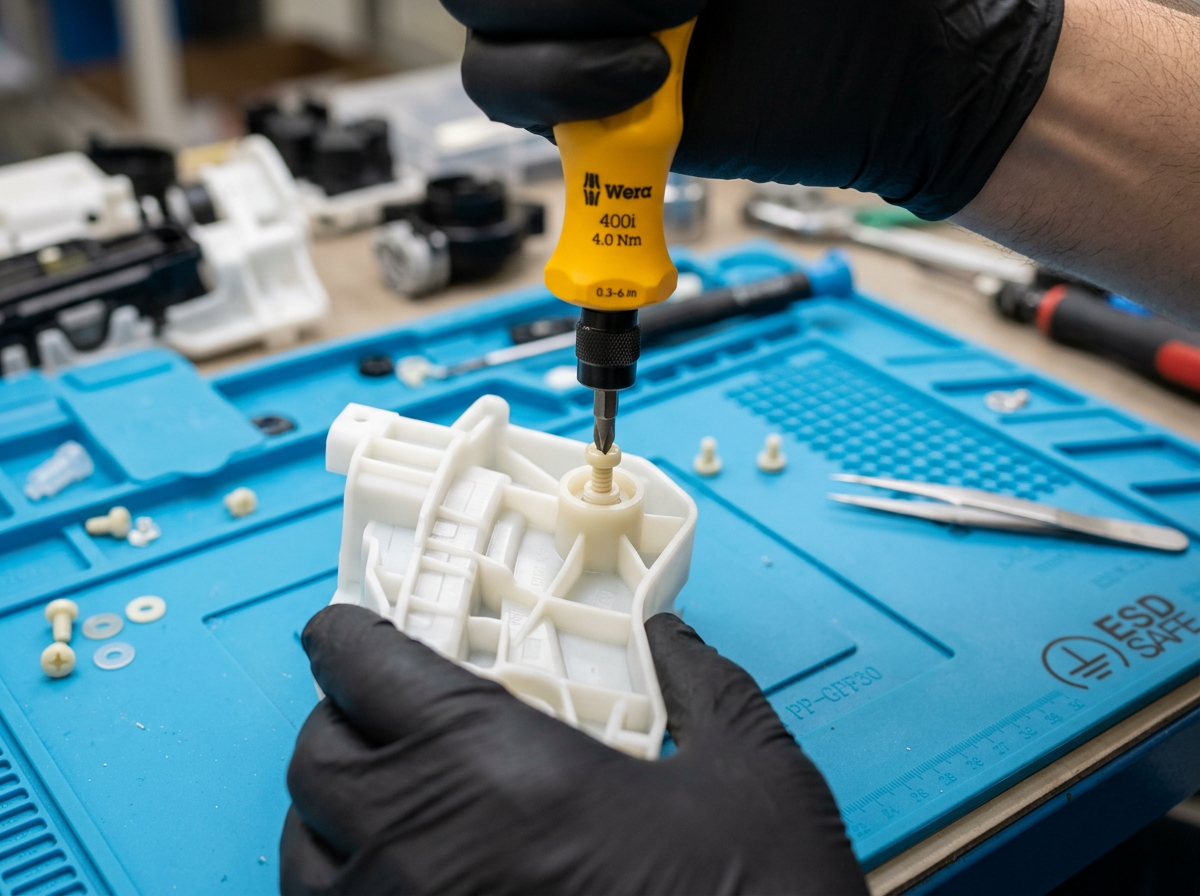
Over-Torquing and Thread Strip-Out
This is the single most common plastic screw failure mode in production environments. Plastic screws have a strip torque that’s 30–50% lower than the equivalent metal fastener in the same thread size. Using a metal fastener torque setting on an automated screwdriver for plastic screws guarantees strip-outs — often on the last fraction of a turn before seating, which makes it look like a fastener quality issue when it’s actually a process calibration issue.
Recommended seating torques for common sizes (nylon, dry conditions):
– M3 pan head: 0.2–0.3 N·m
– M4 pan head: 0.4–0.6 N·m
– M5 hex head: 0.8–1.2 N·m
These are tight ranges. Invest in calibrated torque drivers and verify torque settings with test assemblies before production. A 20% over-torque on an M3 nylon screw is often enough to strip the thread or fracture the head.
If you’re seeing strip-outs consistently on the last half-turn in a production line, that’s a torque setting problem — not a plastic screw quality problem. Reducing the driver torque by 15% typically resolves it immediately.
Wrong Material for the Chemical Environment
This failure appears in maintenance logs more often than it should. Nylon degrades measurably in strong mineral acids. Acetal embrittles in chlorinated solvents and high-concentration bleach. Polypropylene can swell in certain hydrocarbon solvents. If you’re not cross-referencing the material’s chemical resistance table against the specific reagents in the service environment — including cleaning agents applied during maintenance — you’re guessing at a 12-month failure schedule.
Thermal Mismatch in Mixed-Material Assemblies
This one is relevant when specifying metal screws into plastic housings — the reverse of typical plastic screw guidance. Steel expands at approximately 12 μm/m·°C; nylon expands at 80–120 μm/m·°C. Over a 60°C temperature swing — routine for an electronics enclosure in a vehicle interior — that mismatch creates cyclic stress at the thread interface that progressively loosens the joint and, over thousands of cycles, cracks the boss around the thread.
Specifying a plastic screw into a plastic boss eliminates the expansion mismatch failure mode entirely.
Future Trends in Plastic Screws (2026 & Beyond)
Bio-based polymers, broader availability of high-performance PEEK and PPS fasteners, and growing material traceability requirements are the three forces reshaping the plastic screw market through the late 2020s.
Bio-Based and Sustainable Fastener Materials
The broader engineering plastics market — valued at $146.80 billion in 2024 according to market analysis data tracked by Wikipedia’s engineering plastic overview — is forecast to reach $230.64 billion by 2030, with bio-based materials representing a meaningful share of that growth.
PLA (polylactic acid) and PHA (polyhydroxyalkanoate) plastic screws are available today in limited size ranges for low-load applications. They won’t replace nylon or PEEK on performance specs — tensile strength is lower and temperature resistance is limited. But for single-use medical packaging, eco-labeled consumer products, or applications where end-of-life regulations impose disposal requirements, bio-based plastic screws meet functional specification while reducing lifecycle carbon footprint.
Several European OEMs are now writing bio-based fastener requirements into product specifications for consumer electronics and appliances, driven by extended producer responsibility (EPR) legislation targeting polymer components. This trend is accelerating rather than plateauing.
High-Performance Polymers Reaching Catalog Availability
PEEK fasteners were custom-machined specialty items five years ago. Today they’re off-the-shelf catalog items at most major fastener distributors in M2 through M12 and equivalent imperial sizes. The same trajectory is now happening with PPS (polyphenylene sulfide) and PEI (polyetherimide) screws — materials that formerly required custom procurement are becoming standard stock items.
This shift is enabling plastic screw specifications in applications that previously required titanium or exotic alloy hardware — at significantly lower cost and with faster procurement lead times.
Traceability and Certification Requirements
Regulated industries are tightening material traceability requirements for plastic fasteners. Medical device applications increasingly require batch-level material certification — the ability to trace a fastener back to its resin batch and verify no out-of-specification substitution occurred in the supply chain.
| Trend | 2026 Status | Projected Impact by 2028 |
|---|---|---|
| Bio-based PLA/PHA screws | Niche, limited sizes | Broader adoption in EU EPR-regulated consumer products |
| PEEK catalog availability | Mainstream distribution | Lower unit cost, sub-2-week lead times standard |
| PPS and PEI fasteners | Transitioning from custom to catalog | Standard stock across major distributors |
| Batch-level material traceability | Required in medical/aerospace | Expanding to food processing and automotive supply chains |
Laser-etched lot codes on plastic screws, embedded RFID in high-value fastener shipments, and third-party resin certification are all becoming standard requirements rather than differentiating features. The ASTM fastener standards framework for polymeric fasteners continues to expand to cover these traceability and testing requirements as the market matures.
FAQ
Do plastic screws exist?
Yes — plastic screws are a well-established product category, manufactured from engineering-grade polymers including nylon, acetal, polypropylene, and PEEK. They are stocked by major industrial fastener distributors in standard metric and imperial thread sizes. The short answer is that plastic screws are neither specialty nor unusual — they are catalog items.
What is the strongest type of plastic screw?
PEEK screws have the highest tensile strength among common plastic fastener materials at 14,000–16,000 PSI, followed by nylon 6/6 at 10,000–12,400 PSI in dry conditions. PEEK also handles the highest continuous service temperature at 260°C. For most applications, nylon provides sufficient strength at a fraction of the cost.
Can plastic screws replace metal screws?
In moderate-load and non-structural applications — yes. Plastic screws cannot match the tensile strength of hardened steel for high-load structural joints, but they outperform metal in corrosion immunity, electrical insulation, chemical resistance, and weight for applications where those properties govern the specification. The correct framing is not replacement but selection: plastic screws are the correct choice for specific application profiles, not a universal substitute.
What sizes do plastic screws come in?
Plastic screws are available in metric (M2 through M20) and imperial (2-56 through 1/2-13 and larger) thread sizes. The most commonly stocked sizes are M3 through M8 in metric and #6-32 through 1/4-20 in imperial, covering the vast majority of electronics, industrial, and mechanical assembly applications.
Are plastic screws electrically non-conductive?
Yes, unconditionally for unfilled grades. Nylon 6/6 has a dielectric strength of approximately 20 kV/mm. Acetal and polypropylene have similar insulating properties. The exception is filled grades — carbon-fiber-reinforced PEEK or carbon-loaded nylon is conductive by design and should be treated as a conductor in electrical applications.
How do you prevent a plastic screw from stripping?
Use a calibrated torque driver set to the manufacturer’s recommended seating torque — typically 0.2–0.5 N·m for M3–M4 nylon screws. Ensure the boss outer diameter is at least 2.0× the screw diameter and engagement depth is at least 1.5× the screw diameter. Thread-forming screw designs (trilobular geometry) increase strip resistance compared to standard machine screw threads in the same boss material. The most common cause of strip-out in production is over-torque, not material quality.
Which plastic screw material works best in wet or outdoor environments?
Acetal (POM) is the top specification for wet environments. Its moisture absorption is under 0.25%, so it maintains dimensional stability through wet-dry cycling where nylon would swell and loosen thread engagement. For outdoor UV exposure, UV-stabilized nylon or polypropylene grades are available. For continuous submersion in chemically treated water, specify polypropylene or consult the chemical resistance table for the specific water treatment chemistry involved.
Can plastic screws handle high temperatures?
Standard nylon and acetal are rated for 100–120°C continuous service. Polypropylene is limited to approximately 100°C. For temperatures above 120°C, specify PEEK (rated to 260°C continuous) or PPS (rated to approximately 220°C continuous). The service temperature limit of the plastic screw and the mating boss material should both be verified — the lower rating governs the assembly.

Conclusion
A plastic screw is the right fastener for an enormous range of applications — not a compromise or a second choice. When the requirement is corrosion immunity, electrical insulation, weight reduction, chemical compatibility, or MRI-safe hardware, no metal fastener can match the performance profile of the right polymer at the same weight and cost.
The selection question is not “can I use a plastic screw here?” It’s “which plastic, which thread type, which size, and at what installation torque?” Get those four decisions right and plastic screws will outlast the assemblies around them. Miss one — wrong material for a wet environment, wrong boss geometry for the thread type, wrong torque setting for the production line — and you’ll find out exactly which decision you got wrong during field service.
Browse the plastic screw catalog at productionscrews.com to find nylon, acetal, and specialty polymer fasteners in standard and custom thread sizes. For high-volume application support, the product team can advise on boss geometry specifications and drive torque settings for your specific assembly materials.
Related Articles
- Types of Screws: A Complete Guide to Fastener Head and Thread Selection
- Nylon Screw vs Stainless Steel: When to Switch Fastener Materials
- Self-Tapping Screw Selection Guide for Plastic and Metal
- Screw Size Chart: Metric and Imperial Fastener Dimensions
- Thread-Forming Screws for Plastic: Boss Design Guidelines




