陽極酸化は、金属表面に硬い酸化アルミニウム層を電気化学的に成長させ、ねじやファスナーに優れた耐腐食性、硬度、色持ちをもたらします。
建築外装材のファスナー、海洋デッキ金具、または精密航空宇宙組立て用のファスナーを指定しているときに、データシートに「陽極酸化アルミニウム」と記載されていることがあります。問題は、「陽極酸化」が三つの異なる工程タイプ、数十の合金と厚さの組み合わせ、そして非常に異なる性能結果をカバーしていることです。誤ったタイプを選ぶと、陽極酸化されたねじは使用中に固着したり、色が一シーズン以内に失われたり、最初の検査で1,000時間の塩水噴霧試験に失敗したりする可能性があります。
このガイドは、陽極酸化の各工程を詳しく解説し、あなたの用途に適した陽極酸化ファスナーの具体的な指定方法を示し、陽極酸化ハードウェアが本当にステンレス鋼より優れている場合とそうでない場合を説明します。

陽極酸化とは何ですか?
陽極酸化は、金属部品の外層を変換する電気化学的表面処理で、ほとんど常にアルミニウムに対して行われます。これは、密度の高い多孔質の酸化アルミニウム(Al₂O₃)層に変えるものです。塗料やメッキのように、基材の上に異物を付加するのではなく、陽極酸化層は基材から成長し、 基材の中に成長し 一体化した構造のため、陽極酸化仕上げは剥がれたり、欠けたり、下地のコーティングのように剥離したりしません。
この工程は1920年代に商業化され、アルミニウムの水上飛行機部品の腐食防止のために始まりました。現在では、航空宇宙、建築、コンシューマーエレクトロニクス、工業用ファスナー市場など、軽量アルミニウム部品に対して、基材よりも硬く耐久性のある表面が必要な場所で広く指定されています。
電解陽極酸化工程
標準的なタイプII硫酸陽極酸化浴では、アルミニウム部品は 陽極 (正極)として接続され、15〜20°Cの硫酸電解液に浸されます。電流が流れると、陽極で放出される酸素イオンが表面のアルミニウム原子と反応し、酸化層を形成します。この工程は非常に低電圧でのみ自己制限されますが、標準的な運転条件では、多孔質酸化層はサイクルの間、成長し続けます。
結果としてできる層は二つのゾーンに分かれます:
– バリア層 — アルミニウムに直接隣接する薄くて密な非多孔質の基底層
– 多孔層 — 縦長の酸化物構造で、直径約25〜30ナノメートルの孔を持ち、外側に伸びています。
これらの孔は、陽極酸化された部品がシール前に染料を受け入れることを可能にし、シール工程(熱処理された脱イオン水やニッケルアセテート)を長期的な耐腐食性にとって重要なものにしています。未シールの陽極酸化アルミニウムは、適切にシールされたものよりも著しく腐食しやすくなります。 ウィキペディアの陽極酸化化学に関する詳細な解説、酸化皮膜は絶縁破壊電圧が400〜800 V/µmであり、電気絶縁を必要とする電子組み立てに使用される陽極酸化されたネジに関連している。
陽極酸化とメッキおよび塗装の違い
ネジの最も一般的な3つの表面処理—陽極酸化、電気めっき、塗装—は、使用時に非常に異なる挙動を示す。
電気めっき 金属を沈殿させる 還元によって基材に金属層(亜鉛、ニッケル、クロム、カドミウム)を堆積させる。めっき層は上に乗り、独自の付着特性を持ち、傷や切断面で下層に侵食することがある。ネジの場合、ねじ山部分は特に脆弱で、めっきの厚さは複雑な形状にわたって変動する。
塗装と粉体塗装 ポリマー膜を追加する。色彩や紫外線耐性に優れるが、取り付けトルク下でねじ山根で剥がれることがあり、機械加工されたネジの切断面はほとんど完全に覆われていないことがある。
陽極酸化 アルミニウム自体と一体化している。付着不良や下層の腐食はなく、— 重要なことに— 酸化皮膜は内側(全厚の約50%)と外側に成長し、ねじ部品の寸法変化を制限する。
| 表面処理 | 付着メカニズム | 典型的な厚さ | 耐食性 | ねじの衝撃 |
|---|---|---|---|---|
| Type II 陽極酸化 | 一体化した酸化物 | 8〜25 µm | 336〜1,000時間 塩水噴霧 | 最小限(<5 µmの外側成長) |
| 亜鉛電気めっき | 機械的/化学的結合 | 5〜12 µm | 96–200時間の塩水噴霧 | 中程度(フィットに影響を与える可能性あり) |
| クリアパウダーコート | 機械的付着 | 60–120 µm | 500–1,000時間の塩水噴霧 | 顕著(ねじ山を埋める) |
| カドミウムめっき | 化学結合 | 8–13 µm | 1,000時間以上の塩水噴霧 | 中程度(RoHS制限対象) |
| 塗料(液体) | 機械的付着 | 25–75 µm | 200–500時間の塩水噴霧 | ねじ山を埋める(精密には不適合) |
ねじやファスナーの陽極酸化の種類
すべての陽極酸化コーティングが同じではありません。MIL-A-8625(工業用買い手が参照する米軍規格であり、防衛以外でも一般的に使用される)には、異なる性能要件に適した3つの主要な陽極酸化タイプが定義されています。供給者が「陽極酸化」と見積もった場合、どのタイプかを知る必要があります。
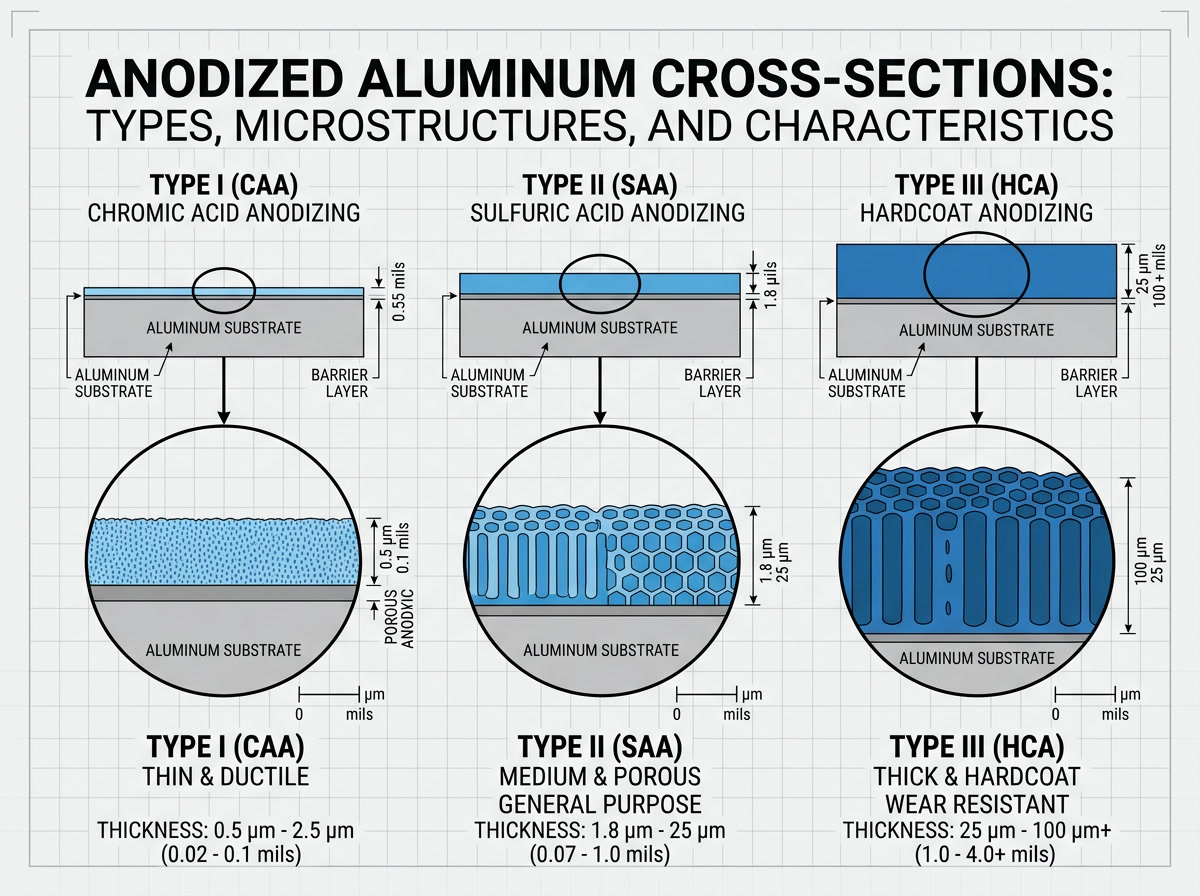
タイプI — クロミック酸陽極酸化
タイプIは硫酸の代わりにクロミック酸(CrO₃)を使用します。結果として酸化層は薄くなり、通常0.5–7.5 µmですが、工程は穏やかで寸法変化もほとんどありません。これにより、 高精度の航空宇宙用ファスナーに最適な選択となります スレッドの適合と部品の幾何学形状は、1桁のマイクロメートルの許容差以内に維持されなければならない。
タイプI陽極酸化仕上げは灰色不透明で染料の吸収が良くないため、外観用途にはほとんど使用されない。主な用途は航空機組立におけるプライマーの下地としての価値である。ただし、ヨーロッパの環境規制が六価クロム処理を段階的に制限しており、新しい仕様には硼酸/硫酸を用いたクロム酸代替のタイプICが推奨されている。
タイプIを指定するタイミング: 精密航空宇宙用ファスナー、陽極酸化後の接着剤接合が必要な部品、2〜3 µmの寸法変化が重要なコンポーネント。
タイプII — 硫酸陽極酸化(標準)
タイプIIは陽極酸化業界の主力であり、市場の大部分を占める陽極酸化されたアルミニウムねじ、建築用押出材、消費者向け電子機器のエンクロージャーの背後にあるプロセスである。標準的なタイプIIの処理では、8〜25 µmの酸化層が形成され、その成長はアルミニウム内部への浸透と外側への成長にほぼ半々に分かれる。
タイプIIの陽極酸化部品は、シール前にほぼすべての色に染色可能である。多孔質の柱状構造は有機染料、無機顔料、または電解堆積金属(ブロンズ、黒色)を吸収し、優れた均一性を持つ。シール後のUV耐候性は染料の種類によって大きく異なり、無機顔料(電解着色による一体色)は、屋外用途において有機染料よりも4〜10倍長持ちする。
タイプIIを指定するタイミング: 建築用ファスナー、コンシューマーエレクトロニクスハードウェア、装飾用陽極酸化スクリュー、一般 工業用途海上上水線付属品
タイプIII — ハード陽極酸化(ハードコート)
ハード陽極酸化は、タイプIIより低温(0〜5°C)で高電流密度で行われ、25〜100 µmの酸化層を生成し、ビッカース硬度は400〜600 HVであり、工具鋼に匹敵する。参考までに、6061-T6アルミニウム基材の硬度は約95 HVである。陽極酸化層は金属よりも著しく硬くなる。
トレードオフ:ハード陽極酸化は、シール前の多孔性が高く、厚さが極端に厚いため、陽極酸化前にねじの公差を広めに加工する必要がある。実際には、タイプIIIを指定された陽極酸化ねじは、処理後の寸法が許容範囲内に収まるように、陽極酸化前にオーバーサイズに機械加工されることが多い。
ハード陽極酸化表面は、自然色で濃い灰色から黒色であり(厚い酸化層はより多くの光を吸収する)、黒色に染色可能だが、明るい色はほとんど受け付けない。処理中にポアにPTFEを共堆積させて自己潤滑性のハードコートを作ることもでき、ガリングしやすいアルミニウム同士の組み立てにおいて陽極酸化されたファスナーに人気がある。
タイプIIIを指定するタイミング: 摩耗面、スライドコンポーネント、油圧シリンダーのボア、そしてアルミタップ穴に繰り返し取り付け・取り外しされる陽極酸化ねじ。
| プロパティ | タイプI(クロミック) | タイプII(硫酸) | タイプIII(ハードコート) |
|---|---|---|---|
| 酸化層の厚さ | 0.5〜7.5 µm | 8〜25 µm | 25–100 µm |
| 硬さ(HV) | ~200 | 200–300 | 400–600 |
| 塩水噴霧(密封済み) | 336時間 | 500–1,000時間 | 1,000時間以上 |
| 色の選択肢 | グレーのみ | 全色範囲 | ダークグレー/ブラック |
| 寸法変化 | わずか | 低(外向き<12 µm) | 顕著(最大50 µm外向き) |
| 基本規格 | MIL-A-8625 タイプI | MIL-A-8625 タイプII | MIL-A-8625 タイプIII |
| 標準コスト指数 | 1.3倍 | 1.0倍(基準値) | 2.5~3.5倍 |
| 環境制限 | 六価クロム(EU制限) | なし | なし |
陽極処理されたファスナーの産業用途
航空宇宙と防衛
航空宇宙は陽極酸化の要件が最も厳しい分野であり、タイプIとタイプIIIの区別が最も重要となる場所です。航空機の構造には陽極酸化されたアルミニウムファスナー(ボルト、ネジ、リベットナットインサート)が使用されます。これは、アルミニウムが同等の引張強度で鋼より65%軽量であり、陽極酸化層が腐食防止を提供し、カーボンファイバー複合材の接合部でのガルバニックカップリングを引き起こす可能性のあるメッキ金属を追加しないためです。
ボーイングやエアバスの主要サプライヤーの要件は、通常、MIL-A-8625をタイプとクラスで指定し、クラス1(非染色)とクラス2(染色)のバリエーションがあります。硬質陽極酸化(タイプIII)のネジは、繰り返し取り付けサイクルが予想される場所—アクセスパネルやアビオニクスベイのカバーなど—で指定されます。これは、ハードコートがアルミ構造に対してガリング(摩擦焼き付き)を防ぎ、複合材表面を汚染する可能性のある防錆剤を必要としないためです。
航空宇宙における耐塩水噴霧試験は、ASTM B117で1000時間超を常に超えます。適切に封止されたタイプIIおよびタイプIIIの陽極酸化されたアルミニウムネジはこの閾値を満たしますが、封止不良の部品は200〜300時間以内に故障します。
海洋および屋外ハードウェア
陽極酸化ネジは、2つの理由で海洋用途で広く使用されています:アルミニウムがガラス繊維やGFRP船体と自然にガルバニック適合性を持つこと、そして封止された陽極酸化層が塩分を含む大気に対して耐性を持つことです。水面上やスプラッシュゾーンでは、タイプII陽極酸化アルミニウムはASTM B117試験で亜鉛メッキ鋼より5倍優れており、錆びることなく構造的完全性を犠牲にしません。
重要な注意点:水中や激しいスプラッシュゾーンの用途では、316ステンレス鋼の方が依然として優れています。陽極酸化酸化層は局所的に損傷しても、亜鉛メッキのような犠牲的カソード保護を提供しません。傷ついた陽極酸化ネジは腐食しますが、傷ついた亜鉛メッキネジは周囲の亜鉛からの保護をまだ受けています。
海洋デッキハードウェア—ウインチベース、クリート固定、ソーラーパネルマウントなど—には、タイプII仕上げの陽極酸化6061-T6アルミニウムネジと、シールドされたクラス2(クリア)コーティングがコストパフォーマンスに優れています。軽量で耐腐食性があり、陽極酸化アルミニウムデッキハードウェアと外観的に調和します。
建築およびコンシューマエレクトロニクス
建築分野は、カーテンウォールの押出材、窓枠、外装パネルなど、最も多くの陽極酸化アルミニウムを消費します。これらのシステムを組み立てるために使用されるネジやセルフタッピングファスナーは、しばしば色調を合わせるために陽極酸化されています。パネルとファスナー間の色の一貫性は、真の仕様上の課題です。陽極酸化の色は、合金の組成、酸化皮膜の厚さ、染料ロット、シール方法の関数です。同じ陽極酸化業者から、同じパラメータで陽極酸化されたネジを指定することだけが、見た目を一致させる唯一の確実な方法です。
コンシューマエレクトロニクス—ノートパソコン、タブレット、オーディオ機器など—では、デザイナーが陽極酸化された筐体に合わせて見えるハードウェアを望む場所に、陽極酸化アルミニウムネジが登場します。例えば、アップルは、MacBook Proのシャーシに精密加工された陽極酸化アルミニウムネジを使用し、スペースグレーやシルバーの筐体仕上げとΔE < 1.5の色差単位で一致させています。
適切な陽極酸化ネジの選び方
合金選択と陽極酸化性
すべてのアルミニウム合金が同じように陽極酸化できるわけではありません。 6000シリーズ (6061、6063、6082)は最も広く陽極酸化されている:処理後の優れた耐腐食性、良好な色の一貫性、比較的寛容な工程範囲。6061-T6は構造用陽極酸化ファスナーの主力です。
について 7000シリーズ (7075、7050)はより高い引張強度を持つ — 7075-T6は570 MPaに達し、6061-T6の310 MPaに比べて高い — しかし、亜鉛や銅合金元素のために陽極酸化が均一になりにくい。7075のハード陽極酸化は可能だが、より薄く不均一な層になり、バスの制御がより厳しくなる。高強度の陽極酸化ねじには、強度が最優先の場合は7075が適している;外観や耐腐食性は低下することを受け入れる必要があります。
について 2000シリーズ (2024)は銅含有量が高く、陽極酸化に対して積極的に働きかける — 銅リッチな沈殿物が酸化層内に優先的な攻撃ゾーンを作る。航空宇宙用には、より穏やかで不均一性に対応しやすいタイプIクロミック酸陽極酸化が特に使用される。腐食に敏感な用途には、2000シリーズのねじにタイプIIまたはIIIの陽極酸化を指定しないこと。
色の選択肢と染色
ほとんどの生産陽極酸化業者から利用可能な標準的な陽極酸化色:
- クリア(ナチュラル) — 透明な酸化皮膜を通して自然なアルミニウムを見せる;6061ではわずかに灰青色の色調
- ブラック — 最も人気のある色で、錫やニッケル塩を用いた電解着色、または有機ブラック染料によるもの;電解ブラックは紫外線に対して優れた耐久性を持つ
- ブロンズ/ゴールド/シャンパン — 錫/コバルト塩を使用した電解色;建築用途に非常にUV耐性が高い
- レッド、ブルー、グリーン、パープル — 有機染料;初期の外観は優れているが、UV下での退色が早い;屋内や電子機器用途に適している
- ハード陽極酸化ナチュラル — ダークグレーからチャコールグレーまで;通常染色は必要ない
屋外やUVに曝される用途には、 電解着色(インテグラルカラーまたは二段階陽極酸化とも呼ばれる)を指定してください 有機染料よりもむしろ酸化物層内に色の深さがあり、孔壁に吸着されているわけではなく、同じ速度で色あせることはありません。
陽極酸化後のスレッド考慮事項
これは、多くのエンジニアが最初にフィッティングの問題を経験するまで見落としがちな問題です。陽極酸化は部品に材料を追加します — 外側の成長(基材から離れる方向)と内側の成長(基材を消費する方向)の両方です。標準的なタイプII処理の場合:
- M5 × 0.8 外ねじ:総直径変化約8〜12μm(各側4〜6μm)を想定してください
- これは、ねじのフィットに対しておよそ0.01〜0.015mmの減少に相当します
- 6H/6gの許容クラスのねじでは、これが利用可能な許容範囲の重要な部分を消費します
陽極酸化されたねじの実用的なアプローチ:
1.クリアランスフィットのファスナー(ほとんどの通しボルト用途)の場合、陽極酸化後も標準の許容範囲で問題ありません。
2.精密フィットまたは干渉ねじの場合、陽極酸化前にISO許容クラスを1つ緩めてねじを機械加工するか、より薄い陽極酸化処理(目標8〜10μm、標準15〜20μm)を指定してください。
3. ため ねじ込みファスナーにタイプIIIハードコートを施す常に、合金/ロットの陽極酸化業者の測定成長率に基づいて、事前陽極酸化されたねじ径を設計してください。
| 申し込み | 推奨合金 | 陽極酸化タイプ | 色 | 陽極酸化前のねじ許容範囲 |
|---|---|---|---|---|
| 航空宇宙構造用 | 7075-T6 | タイプIまたはIII | クリア/natural | 図面に基づき機械加工 + 0.010 mm |
| 水面上の海洋 | 6061-T6 | タイプIIクラス1 | クリアまたはブラック | 標準6g |
| 建築用外装材 | 6063-T6 | タイプIIクラス2 | 押出仕様に一致 | 標準6g |
| 電子機器 / 化粧品 | 6061-T6 | タイプIIクラス2 | ブランドカラー(有機染料) | 標準6g |
| 摩耗/ガリリングしやすい | 6061-T6 | タイプIII + PTFE | ブラック | 機械加工 +側面0.025mm |

陽極酸化アルミニウムの欠点は何ですか?
「陽極酸化」のSERPを支配するPeople-Also-Askの質問はまさにこれです — そして、それはポジティブに偏るのではなく、直接的な回答に値します。
強度の制限 vs. 鋼材。 最高強度の陽極酸化アルミニウムネジ(7075-T6)は引張強さ570 MPaに達します。 グレード8.8の鉄鋼ボルト 引張強度は800 MPaに達し、Grade 12.9は1,200 MPaに達します。せん断強度や振動下でのプリロード保持が重要な構造用途では、鋼材が優れています。陽極酸化されたアルミニウムねじは、構造用鋼製のファスナーの代わりにはなりません。
傷つきやすさと局所的な腐食。 陽極酸化層は硬度がセラミックのようですが脆いため、鋭い衝撃や工具の跡で局所的に亀裂や欠けが生じることがあります。亜鉛めっきとは異なり、犠牲保護を提供し隣接する基材を守るものではなく、損傷した陽極酸化コーティングは露出したアルミニウムを残します。塩水噴霧環境では、1つの傷が露出した金属に達すると局所的な点蝕を引き起こします。最も厳しい環境には、タイプIII(ハードコート)を指定するか、クロメート変換コート(アロダイン/イリダイト)を陽極酸化の下に追加して処理してください。コミュニティの議論によると Redditのr/explainlikeimfive, 多くのユーザーはこの制限を過酷な屋外条件での展開後に初めて発見します。
再作業性の制限。 陽極酸化処理後、アルミニウムは既存の酸化皮膜を剥がさずに再陽極酸化することはできません(苛性ソーダ洗浄が必要)。ねじを再作業、バリ取り、表面処理した場合、処理された部分は保護を失い、目立つ明るい非陽極酸化ゾーンとして視覚的に浮き出ます。
すべての合金に適合するわけではありません。 前述したように、2000番台および一部の7000番台合金は陽極酸化に不向きです。鋳造アルミニウム合金(A380、A356) — 主にダイキャストねじのねじ槽に使用されるが、直接ねじには使用されない — は、シリコンが豊富な微細構造により不均一な酸化膜になりやすいです。
異種金属間のガルバニックカップリングのリスク。 陽極酸化されたアルミニウムは、カーボンスチール、銅、ステンレス鋼と組み合わせた場合でも、裸のアルミニウムと同じガルバニック電位を持ちます。酸化層は電気絶縁性があり助けになりますが、ねじ山の切断面や摩耗による剥離部分では酸化膜がないため、ガルバニック腐食は通常通り進行します。異金属の組み立てでは、PTFEワッシャーやナイロンブッシュで陽極酸化アルミニウムねじと銅や鋼を絶縁してください。
陽極酸化技術の将来動向(2026年以降)
酒石酸-硫酸(TSA)陽極酸化
EUのREACH規制により、六価クロム化合物の使用が段階的に制限され、タイプIクロム酸陽極酸化は規制のカウントダウンに入っています。航空宇宙産業の代替技術は、AIRBUS AIPS 03-01-002に規定された酒石酸-硫酸(TSA)陽極酸化であり、Type IIよりも薄い(3~6μm)酸化皮膜と低孔率を持ち、接着剤による aerospace 構造物に適しています。TSA陽極酸化された部品は、クロム酸陽極酸化と比較して接着性に優れ、六価クロム廃棄物なしで保持します。2027~2028年までに、ヨーロッパのサプライチェーンにおいて航空機用ファスナー処理の標準になる見込みです。
プラズマ電解酸化(PEO)
プラズマ電解酸化はマイクロアーク酸化(MAO)とも呼ばれ、200~600Vの電圧で動作し、通常の陽極酸化の絶縁破壊閾値をはるかに超えます。その結果、酸化膜表面に微小放電が発生し、セラミックのような多相層(アルミニウム酸化物、ムライト、スピネル相)を形成し、硬度は1,500 HVを超え、優れた接着性を持ちます。PEO層は20~100μmの厚さで、寸法的安定性があり、従来の陽極酸化では処理が難しい合金(2000番台、7000番台、一部の鋳造合金)にも適用可能です。現在の普及はコストとエネルギー消費の高さに制約されますが、軍事・電気自動車用途で軽量かつ硬度の高いファスナー需要が高まるにつれて、PEOの成長が見込まれています。チタンやマグネシウムのPEO陽極酸化ファスナーは航空宇宙の認証試験を既に受けています。産業調査によると、世界の表面処理市場は現在約100億ドルを超え、今後10年までに高性能ファスナー向けのプレミアムオプションとしてPEOが採用される見込みです。
よくある質問
Q:陽極酸化されたアルミニウムの欠点は何ですか?
鋼よりも低い強度、傷つきやすく犠牲的腐食保護もなく、合金の適合性も限定的で、再機械加工は剥がさずには難しいです。重量、外観、中程度の耐食性が重要な用途に最適です。
Q:陽極酸化とanodizedの違いは何ですか?
全くありません — スペルの違いだけです。“Anodised”はブリティッシュ英語(英国、オーストラリア、および大部分のコモンウェルス諸国で使用)、”anodized”はアメリカ英語です。処理、仕様(MIL-A-8625、ISO 7599)、および材料特性は全て同じです。
Q:陽極酸化はどのくらい持ちますか?
適切にシールドされたType II陽極酸化は、6061アルミニウムで通常、温暖な大気環境で20〜30年持続します。建築用アルミニウムカーテンウォールの陽極酸化は、主要な陽極酸化業者により20年の保証が一般的です。海洋の飛沫圏やUV照射の強い気候では、酸化膜の厚さとシールの品質により、耐用年数は8〜15年に短縮します。
Q:陽極酸化されたねじは塩水に使えますか?
はい、水線上や飛沫ゾーンでは、タイプII陽極酸化6061は良好に機能し、海洋ハードウェアで広く使用されています。浸水域や潮間帯の用途ではやや劣る場合があります。コーティングの損傷があった場合、腐食の進行が早まることを予想し、316を検討してください。 ステンレス鋼 長期的に濡れた締結具の安全な選択肢として。
Q: どのアルミニウム合金が陽極酸化処理に適していますか?
6000シリーズ(6061、6063)は最も良く陽極酸化される — 均一で一貫性があり、色も良好です。7000シリーズ(7075)はより多くの工程管理が必要です。2000シリーズ(2024)は、許容できる結果を得るためにタイプIクロミック酸処理が必要です。高シリコン含有の鋳造合金(A380)は陽極酸化が不十分であり、陽極酸化用途には避けるべきです。
Q: ネジを再陽極酸化できますか?
はい、しかし既存の酸化皮膜は最初に化学的に除去(水酸化ナトリウムエッチング)する必要があります。これにより薄い基底アルミニウム層も除去されます。高精度の締結具の場合、各エッチングと再陽極酸化のサイクルは材料を消費します。ほとんどの精密ネジは、寸法公差が損なわれるまでに1回、場合によっては2回のエッチングと再陽極酸化サイクルに耐えることができます。
Q: 陽極酸化されたアルミニウムは食品安全ですか?
はい。アルミニウム酸化層は化学的に不活性で非毒性です。タイプIIの陽極酸化アルミニウムは調理器具、食品加工機器、飲料取り扱いシステムに使用されています。通常の加工温度下でほとんどの食品と反応しません。長時間接触する場合は、未封止または摩耗した陽極酸化表面の酸性食品(酢、柑橘類)を避けてください。多孔質の未封止酸化層は味を吸収することがあります。
Q: ネジの陽極酸化層の厚さはどれくらいですか?
工程タイプによります。タイプI:0.5〜7.5μm。タイプII標準:8〜25μm(最も一般的な生産ネジ用)。タイプIIIハードコート:25〜100μm。50%内側 / 50%外側成長ルールはタイプIIに適用され、20μmの総層は外径に約10μmを追加します(丸い特徴の直径変化は片側5μm)。

結論
陽極酸化された締結具は商品仕様ではありません — データシートに記載された「陽極酸化」には、精密航空宇宙用ボルトの2μmクロミック酸コートや、摩耗が重要な組み立てピンの75μmハードコートなどが含まれます。タイプ、合金、色方法、シールの適切さを選ぶことが、陽極酸化ネジが何十年も持つか、最初の使用サイクルで故障するかを決定します。
実用的なポイント:陽極酸化の種類を明確に指定する(MIL-A-8625またはISO 7599のタイプI、II、またはIII)、目標の酸化皮膜厚さを定義する、密封コーティングを要求する、そして高精度のフィット用途のために前処理のねじの公差について陽極酸化業者に相談すること。屋外や海洋用途の場合、電解着色 ビーツの有機染料はいつも勝つそして、最小酸化層は25µmであり、その追加コストの価値がある。
あらゆる生産ネジ仕様 — 標準またはカスタム陽極酸化仕上げ — 私たちのチームに連絡してください 材料、工程、量の選択について相談しましょう。




