8.8 Bolt: Complete Guide to Class 8.8 Bolts, Strength, and Applications
An 8.8 bolt is a metric fastener with 800 MPa tensile strength and 640 MPa yield strength, used in automotive, structural, and machinery applications.
You’re mid-project, holding a bolt with “8.8” stamped on the head, and the question hits: what does that actually mean? Is it strong enough for your engine mount? Safe for a steel frame connection? Can you swap it for a Grade 5 from the hardware store? These aren’t trivial questions — the wrong bolt in a load-bearing joint can fail catastrophically. This guide covers everything about the 8.8 bolt: what the numbers mean, how strong it really is, where it belongs, and where it doesn’t.

What Is an 8.8 Bolt?
An 8.8 bolt is a metric fastener classified under ISO property class 8.8, which defines its mechanical performance — not its size. The “8.8” stamping you see on the bolt head is a property class designation per ISO 898-1, the international standard governing mechanical properties of carbon and alloy steel fasteners.
The two numbers are a code:
- First digit (8): One-tenth of the nominal tensile strength in units of 100 MPa. So 8 × 100 = 800 MPa nominal tensile strength.
- Second digit (8): The ratio of yield strength to tensile strength, expressed as tenths. So 8 × 10 = 80% ratio, meaning yield strength = 800 × 0.80 = 640 MPa.
This gives you three critical mechanical values:
| Property | Value for Class 8.8 |
|---|---|
| Nominal tensile strength | 800 MPa |
| Yield strength (proof load equivalent) | ≥ 640 MPa |
| Minimum elongation at break | 12% |
The minimum elongation of 12% means 8.8 bolts are not brittle — they will deform visibly before they fracture, which is a critical safety characteristic in structural applications. According to ISO 898-1 (the governing international standard for bolt property classes), all fasteners marked “8.8” must meet these exact minimum thresholds regardless of manufacturer or country of origin.
Material Composition of Class 8.8 Bolts
Most 8.8 bolts are made from medium carbon steel (0.25–0.55% carbon content), either plain or alloyed. Unlike lower-grade bolts made from mild steel, class 8.8 fasteners are quenched and tempered — a heat treatment process that dramatically increases strength without sacrificing ductility. This is what separates an 8.8 bolt from a class 4.6 or 5.8 fastener made from similar raw material.
For bolts in the M16 and smaller range, some manufacturers use medium carbon boron steel. Larger diameters (M16 and above) typically require medium carbon alloy steel to meet the tensile requirements through the full cross-section.
The Property Class Marking System
Every legitimate 8.8 bolt is marked on the head with “8.8” and, depending on the manufacturer, a clock-face position mark or logo. If a bolt has no marking at all, treat it as an unknown grade — do not use it in any structural or safety-critical joint.
Types and Variants of Class 8.8 Bolts
Class 8.8 is a strength class, not a head style. You can find 8.8 bolts in many physical forms, each suited to different assembly methods and load conditions.
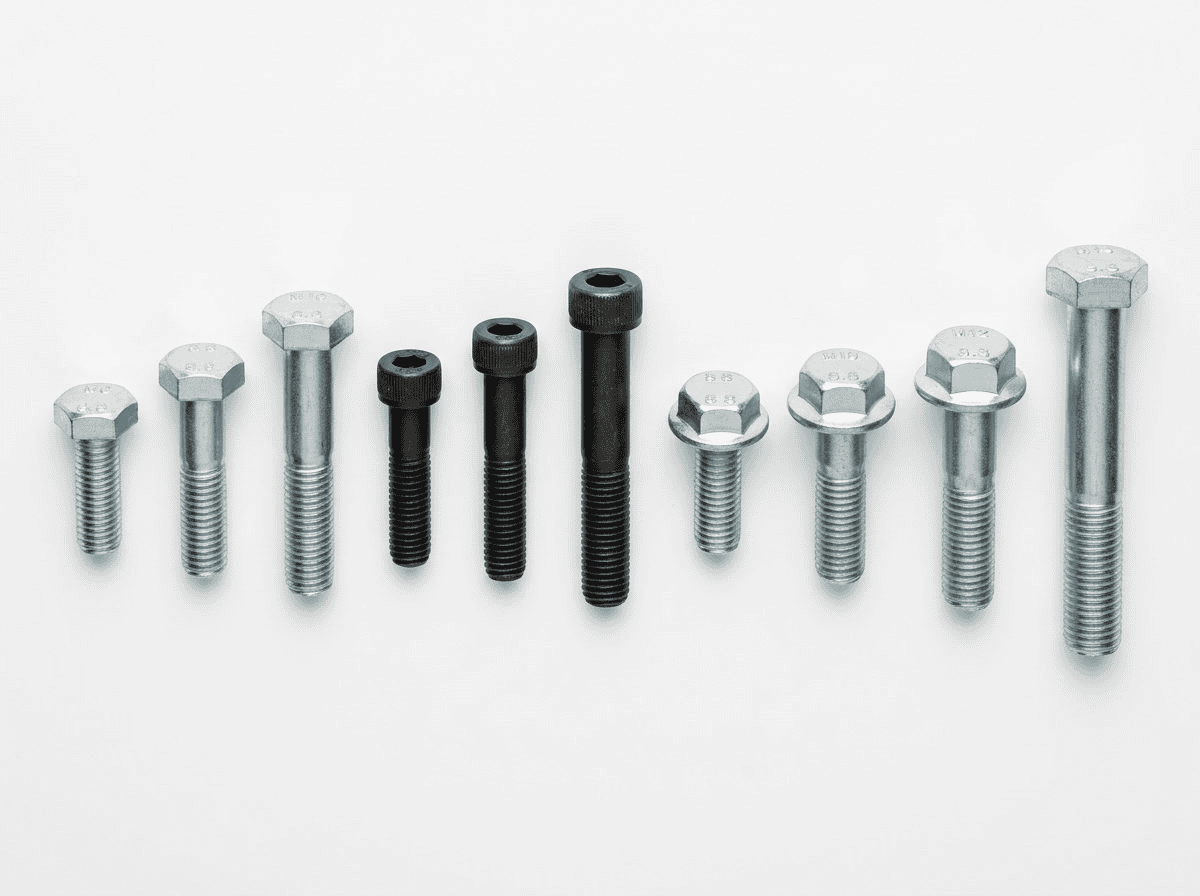
Hex Bolts (Fully Threaded and Partially Threaded)
The most common form. A partially threaded hex bolt has a smooth shank section that sits in the bolt hole and carries shear loads more efficiently than a fully threaded bolt. For shear applications (where force acts perpendicular to the bolt axis), always prefer a partially threaded 8.8 hex bolt with the shank in the shear plane.
Fully threaded hex bolts (sometimes called hex screws or setscrews without the shank) are preferred when clamping length is short and the joint relies entirely on clamping force (tensile preload), not shear resistance.
Socket Head Cap Screws (SHCS) Class 8.8
Socket head cap screws (hex socket drive) are available in class 8.8. These allow higher tightening torques than an equivalent hex bolt because the internal drive resists cam-out. They’re common in machinery, jigs, and fixtures where flush or recessed fasteners are required.
Flange Bolts Class 8.8
Flange bolts integrate a washer-like flange under the head, distributing clamping force over a larger area. This is useful on softer base materials or where vibration might cause a standard washer to walk. Class 8.8 flange bolts are extremely common in automotive engine and exhaust systems where vibration and thermal cycling are continuous.
Carriage Bolts and Plow Bolts Class 8.8
Carriage bolts (round head with a square anti-rotation neck) are available in 8.8 for applications in wood-to-steel or steel-to-steel connections where the head must be flush or smooth on one face. Less common than hex variants but used in agricultural equipment and trailers.
Surface Finishes Available
| Finish | Description | Typical Use |
|---|---|---|
| Plain (bare steel) | No corrosion protection | Indoor, oil-bathed machinery |
| Zinc electroplated (yellow or white) | Light corrosion resistance | General purpose, indoor/sheltered |
| Hot-dip galvanized (HDG) | Heavy corrosion protection | Outdoor structural, coastal |
| Dacromet / geomet | Thin film, no hydrogen embrittlement risk | Automotive, high-stress |
| Black oxide | Minimal protection, reduces galling | Precision machinery |
Note: Standard electroplated class 8.8 bolts are susceptible to hydrogen embrittlement if plated incorrectly. For safety-critical joints, specify fasteners that have been baked after plating (embrittlement relief) or use Dacromet/geomet coatings instead.
Industry Applications and Use Cases
The 8.8 bolt is sometimes called a “workhorse grade” — strong enough for the majority of industrial fastening tasks, but not so hard that it becomes brittle. Understanding which applications it’s designed for (and which it isn’t) prevents over-engineering and under-engineering at the same time.
Automotive Engineering
Class 8.8 bolts are ubiquitous in automotive assemblies. Engine block-to-transmission bell housing bolts, suspension subframe bolts, steering rack mounting bolts, and exhaust manifold studs are frequently class 8.8. The specification is well-suited to these applications because:
- Yield strength of 640 MPa handles the dynamic loads of engine vibration and road shock without permanent deformation.
- 12% minimum elongation allows some ductility during overtightening — a practical safety margin during field service.
- Quenched and tempered structure withstands the thermal cycling seen in engine bay environments.
In practice, we’ve found that 8.8 bolts in high-temperature zones (near exhaust manifolds or turbochargers) should be inspected for stress relaxation during scheduled maintenance intervals. Extended exposure to temperatures above 300°C causes creep in medium carbon steel, gradually reducing clamp load.
Structural Steel Connections
In structural engineering, class 8.8 bolts are classified as “high-strength structural bolts” under Eurocode 3 (EN 1993) and equivalent standards. They’re used in moment connections, shear tabs, angle cleats, and end plate connections across bridges, industrial buildings, and transmission towers.
According to EN 1993-1-8 (Eurocode 3 — Design of Joints), the design preload for a class 8.8 bolt is:
Fp,C = 0.7 × fub × As
Where fub = 800 MPa (ultimate tensile strength) and As = stress area of the bolt. For an M20 8.8 bolt (As = 245 mm²), the design preload works out to approximately 137 kN — a significant clamping force.
General Machinery and Equipment Manufacturing
CNC machine tools, industrial presses, conveyor systems, pump mounting plates, and gearbox housings routinely use class 8.8 hardware. The strength class is well-matched to the load demands, and the widespread availability of 8.8 bolts in metric sizes from M4 through M64 means no special sourcing is required for most manufacturing operations.
Agricultural and Construction Equipment
Loader frames, tractor linkages, combine harvester platforms, and excavator bucket attachments commonly use 8.8 bolts. The 8.8 class is a reasonable specification for high-cycle dynamic loads — though for pivot pins and extremely high shock-load joints (like rock crusher jaw mounting), 10.9 or 12.9 is typically preferred.
How to Select and Specify the Right 8.8 Bolt
Selecting an 8.8 bolt correctly requires more than picking the right diameter. Thread pitch, shank length, head style, finish, and tightening torque all need to match the application. Getting any one wrong means either a failed joint or a wasted over-engineered design.
Step 1 — Determine Required Clamping Force
Start from the joint requirements, not from habit. Calculate or estimate the maximum service load (tensile, shear, or combined), then apply a safety factor. For static structural loads, a safety factor of 2.0–2.5 on tensile proof load is common. For dynamic or fatigue loads, increase this to 3.0–4.0 and consider whether the bolt needs to be a higher class (10.9) to avoid fatigue failure.
Step 2 — Select Diameter and Thread Pitch
Metric bolts come in coarse pitch (standard) and fine pitch variants. Coarse thread is standard for most structural and machinery applications — it’s more tolerant of contamination and easier to assemble quickly. Fine thread is preferred when:
- The clamped length is very short (fine thread provides better torque-preload control)
- The assembly sees high vibration (fine thread has a higher helix angle friction)
- Material is thin or soft (fine thread reduces the risk of stripping)
Common 8.8 bolt sizes and their coarse thread pitches:
| Diameter | Thread Pitch (coarse) | Stress Area (mm²) | Proof Load (kN) |
|---|---|---|---|
| M6 | 1.0 mm | 20.1 | 11.4 |
| M8 | 1.25 mm | 36.6 | 20.7 |
| M10 | 1.5 mm | 58.0 | 32.8 |
| M12 | 1.75 mm | 84.3 | 47.7 |
| M16 | 2.0 mm | 157 | 88.8 |
| M20 | 2.5 mm | 245 | 138.6 |
| M24 | 3.0 mm | 353 | 199.7 |
Step 3 — Calculate Tightening Torque
For class 8.8 bolts, the standard tightening torque (to achieve approximately 70% of proof load) can be estimated with:
T ≈ K × d × F
Where K is the torque coefficient (typically 0.20 for lubricated threads, 0.22 for dry threads), d is the nominal diameter (m), and F is the target preload (N). For an M12 8.8 bolt with dry threads:
T ≈ 0.22 × 0.012 m × 47,700 N ≈ 126 N·m
Always consult the fastener manufacturer’s published torque table — K varies significantly with thread condition, washer presence, and lubricant type.
Step 4 — Choose the Correct Length
Bolt length must be long enough so that at least 1–1.5 thread pitches of fully formed thread extends beyond the nut after tightening. Too short, and the nut rides on the imperfect runout threads, reducing clamping effectiveness. Too long wastes material and can create interference with adjacent components.
For tapped hole applications, the thread engagement length should be at least 1× the bolt diameter in steel, 1.5× in aluminum, and 2× in cast iron or soft materials.
Common Selection Mistakes to Avoid
- Mixing metric and imperial: Class 8.8 is a metric designation. It does not directly correspond to SAE Grade 5 or Grade 8 (though Grade 8 is roughly comparable in tensile strength — more on this below).
- Ignoring thread pitch in tapped holes: Putting an M10 × 1.25 fine-pitch bolt into an M10 × 1.5 coarse-pitch tapped hole damages both parts.
- Reusing torque-to-yield bolts: Many modern head bolts and safety-critical structural bolts are designed to be torqued beyond yield. These must never be reused — discard and replace after removal.
- Using electroplated 8.8 in hydrogen embrittlement-prone environments: Electroplating of high-strength fasteners introduces hydrogen absorption risk. Use geomet or Dacromet coatings in acidic or cathodically protected environments.
Class 8.8 Bolt vs Other Bolt Grades
Understanding where 8.8 sits in the broader fastener strength hierarchy helps you make better engineering decisions — both to avoid under-specification and to resist the temptation to over-specify with expensive higher-grade hardware when 8.8 is adequate.
Class 8.8 vs Class 10.9
The 10.9 bolt has a tensile strength of 1040 MPa and a yield strength of 940 MPa — roughly 17% higher tensile and 47% higher yield than 8.8. For joints where preload is the primary load-carrying mechanism (friction-type connections, flanged joints under internal pressure), 10.9 allows smaller bolt diameters for the same clamping force, saving weight and space.
However, 10.9 bolts are less forgiving of installation error. At higher hardness (HRC 32–39), they are more susceptible to hydrogen embrittlement and stress corrosion cracking. In corrosive environments, 10.9 with marginal surface protection can fail suddenly, while 8.8 in the same environment might show visible rust and slow degradation first.
Class 8.8 vs Class 12.9
Class 12.9 (1220 MPa tensile, 1100 MPa yield) is used in aerospace, motorsport, and premium machinery where weight reduction is critical and controlled assembly is guaranteed. The tradeoff: 12.9 bolts are significantly more expensive, must be assembled with calibrated tools, and are highly sensitive to corrosion and hydrogen embrittlement. They have no place in field-assembled construction without strict quality control.
Class 8.8 vs SAE Grade 8 (Imperial)
This is the most common comparison question. Here’s the direct comparison:
| Property | Class 8.8 (metric) | SAE Grade 8 (imperial) |
|---|---|---|
| Tensile strength | 800 MPa (116 ksi) | 150 ksi (1034 MPa) |
| Yield strength | 640 MPa (92.8 ksi) | 130 ksi (896 MPa) |
| Proof load | ~600 MPa | 120 ksi (827 MPa) |
| Standard | ISO 898-1 | SAE J429 |
Grade 8 is meaningfully stronger than class 8.8 — approximately 29% higher tensile and 40% higher yield. They are not interchangeable. A Grade 8 bolt in a metric-threaded hole will cross-thread and fail; a class 8.8 bolt substituted where Grade 8 is specified may be under-strength. Always match the specification, not just the visual appearance.
Class 8.8 vs SAE Grade 5 (Imperial)
Grade 5 (120 ksi tensile / 92 ksi yield) is slightly stronger than class 8.8 in tensile but weaker in yield. For practical purposes, engineers often treat them as equivalent in informal assessments — but they should not be mixed in the same joint, and metric/imperial thread pitch differences make them physically incompatible in threaded holes anyway. As the Wikipedia article on ISO metric screw thread explains, metric and unified inch thread forms have different profiles and pitches and cannot be safely interchanged.
Future Trends in High-Strength Fastener Technology (2026+)
The 8.8 bolt has been the industrial standard for decades, but the fastener industry is evolving. Understanding where the market is heading helps procurement and design engineers anticipate specification changes and material innovations.
Hydrogen Embrittlement Mitigation Coatings
The biggest technical challenge for class 8.8 and higher-grade fasteners is hydrogen embrittlement (HE) during electroplating. The industry is moving toward trivalent chromium process (TCP) platings and mechanical zinc plating (where zinc powder is cold-welded, introducing no hydrogen). According to the International Fastener Institute (IFI), HE-related failures account for a significant percentage of high-strength bolt failures in the field, and industry standards are tightening embrittlement testing requirements.
By 2026–2027, expect new versions of ASTM F3125 and ISO 4042 to include mandatory bake-relief testing for 8.8 and higher property class fasteners.
Smart Fasteners and Embedded Sensors
Structural health monitoring (SHM) systems for bridges, wind turbines, and offshore platforms increasingly embed sensor technology directly into bolts. Piezoelectric washers and ultrasonic transducer-equipped bolts allow real-time tension monitoring without disassembly. The 8.8 class, as the dominant structural bolt grade, is the primary platform for these smart fastener developments.
Sustainable Fastener Manufacturing
Hot-dip galvanizing of class 8.8 bolts produces zinc fumes and acid waste — an environmental liability that’s driving adoption of thermal diffusion galvanizing (sherardizing) and zinc-flake coatings (Geomet, Dacromet). These alternatives match or exceed the corrosion performance of HDG while dramatically reducing process waste and hazardous emissions.
For procurement teams: expect class 8.8 fasteners with zinc-flake coatings to command a modest price premium over traditional electroplated stock through 2025–2027, but total cost of ownership often favors the newer coatings when service life and maintenance intervals are factored in.
FAQ: Class 8.8 Bolts — Your Questions Answered
What does 8.8 mean on a bolt? The “8.8” stamped on a bolt head is the ISO property class code. The first “8” means 800 MPa tensile strength; the second “8” means the yield strength is 80% of that (640 MPa). It has nothing to do with the bolt’s diameter or thread pitch.
Is an 8.8 bolt the same as Grade 8? No. SAE Grade 8 (imperial) has a tensile strength of 1034 MPa (150 ksi), which is about 29% stronger than class 8.8’s 800 MPa. They are different standards — ISO vs. SAE — and their threads are physically incompatible. Never substitute one for the other in a joint.
What is the tightening torque for an 8.8 bolt? It depends on diameter and lubrication. As a starting point: M10 8.8 = ~47 N·m dry; M12 8.8 = ~81 N·m dry; M16 8.8 = ~200 N·m dry. Always use the fastener manufacturer’s published torque table and account for lubricant, as oiled threads can change the torque by 20–30%.
What does 8.8 mean on a bolt size — does it describe the diameter? No — “8.8” describes the strength class only, not the size. Bolt size is given separately as a diameter and pitch designation (e.g., M10 × 1.5). An M6 and an M24 can both be class 8.8.
Is 8.8 bolt metric or standard (imperial)? Class 8.8 is strictly a metric designation under ISO 898-1. There is no direct imperial equivalent. The closest imperial grade by strength is SAE Grade 5, though Grade 8 is closer in yield strength.
Can I reuse an 8.8 bolt? For most general-purpose applications, yes — provided the bolt shows no visible damage, galling, or deformation, and it was not overtightened past yield. However, bolts specified as “torque-to-yield” (common in engine head bolts) must never be reused, regardless of apparent condition.
What is the shear strength of an 8.8 bolt? Shear strength is not directly specified in ISO 898-1, but a common engineering approximation is 60% of tensile strength. For class 8.8, that gives approximately 480 MPa shear strength. For M10 8.8 (stress area 58 mm²), estimated shear capacity ≈ 27.8 kN. For bearing-type connections, use the shear area (shank cross-section, π/4 × d²), not the stress area.
Conclusion
The 8.8 bolt earns its reputation as the industrial workhorse fastener for good reason: 800 MPa tensile strength, 640 MPa yield, 12% elongation, and availability across every metric size from M4 to M64 make it the right answer for the vast majority of structural, automotive, and machinery fastening tasks. The property class coding is precise and globally standardized under ISO 898-1 — once you understand what the numbers mean, specifying the right bolt becomes straightforward.
For your next application: if the load is within the class 8.8 proof load range, the environment isn’t aggressively corrosive, and the assembly doesn’t demand the absolute minimum weight, start with class 8.8. Reserve 10.9 and 12.9 for joints where you have verified load analysis proving the higher grade is needed — not as a default upgrade. Choose the right surface finish for your corrosion environment, torque to specification with calibrated tools, and inspect on schedule. The bolt will do its job reliably for decades.
For sourcing class 8.8 bolts in metric sizes with manufacturing traceability and consistent mechanical certifications, explore the productionscrews.com range of class 8.8 hex bolts and socket head cap screws — available from M4 through M36 with multiple finish options.
Related Products
Solutions & Cluster
Related Articles
- Screw vs Bolt: The Complete Guide to Choosing the Right Fastener
- What Are Screw Studs? Types, Uses & Selection Guide
- Nylon Screws: Complete Guide to Types, Sizes & Applications (2026)
- Confirmat Screws: Complete Guide to Sizes, Uses & Installation
- Do Brass Screws Have More Copper Than Zinc? Composition, Grades, and Buying Guide
- M2 Screws: The Complete Guide to Specifications, Types, and Applications
- What Is a Screw and Nut — and Why Does the Pairing Matter
- U-Bolt Fasteners: The Complete Guide to Types, Sizes & Applications




