A nut lock (locknut) is a fastener that resists self-loosening under vibration and dynamic loads, using a nylon insert, all-metal deformation, serrated flange, jam nut pairing, or chemical thread-locker to maintain clamp force after installation.
Walk the floor of any manufacturing plant, crawl under a vehicle for routine maintenance, or wire up a guitar Floyd Rose bridge — you will find nut locks doing invisible work everywhere. The moment a joint experiences cyclic vibration, thermal expansion, or shock loading, an ordinary hex nut will eventually back off. A nut lock is what stands between that loosening and a catastrophic joint failure.
This guide covers every major nut lock type, the engineering behind why they work, how to choose the right design for your application, installation best practices, and the mistakes that get mechanics, engineers, and DIYers in trouble. By the end, you will know exactly which nut lock to reach for and why — without having to call your fastener supplier to ask.
What Is a Nut Lock?
A nut lock — also written as locknut or lock nut — is any nut engineered to generate a prevailing torque that resists rotation even when no external clamping force holds it in place.
That definition from Locknut – Wikipedia captures the core idea. But the “prevailing torque” part deserves unpacking. An ordinary nut relies entirely on friction between bearing surfaces under clamp load. Remove the load — even temporarily, through one vibration cycle — and friction drops. Once the nut starts moving even a fraction of a turn, clamp force drops further, friction drops further, and the loosening spirals. It is a runaway process.
A nut lock interrupts that spiral. It introduces an additional friction source or a mechanical interlock that is independent of joint clamp force. That means even if the joint temporarily loses pre-tension, the nut cannot spin off freely.
The Physics Behind Loosening
Junker’s vibration test (DIN 65151) is the industry benchmark for understanding this. It applies transverse vibration — the worst case — while measuring clamp force retention over time. In that test, a standard hex nut loses essentially all clamp force within a few dozen cycles. A properly selected nut lock retains meaningful clamp force well past thousands of cycles.
The two root causes of nut loosening are:
– Transverse slip — the bolt and nut shift laterally relative to each other, cyclically unscrewing the thread engagement
– Rotational loosening — the nut’s bearing face slips rotationally each cycle, slowly backing off
Nut locks address one or both mechanisms depending on their design.
When You Absolutely Need a Nut Lock
| Condition | Why Standard Nuts Fail | Recommended Nut Lock Type |
|---|---|---|
| High-vibration machinery (compressors, engines) | Junker transverse slip | All-metal prevailing torque or nylon insert |
| Automotive wheel hubs | Shock + rotation, safety-critical | Hex slotted + cotter pin, or all-metal |
| Structural steel connections | Long-term creep + wind | Heavy hex or serrated flange |
| Food-grade / clean-room equipment | No nylon contamination risk | All-metal prevailing torque |
| Repeated disassembly applications | Nylon insert degrades | All-metal or jam nut |
Types of Nut Locks
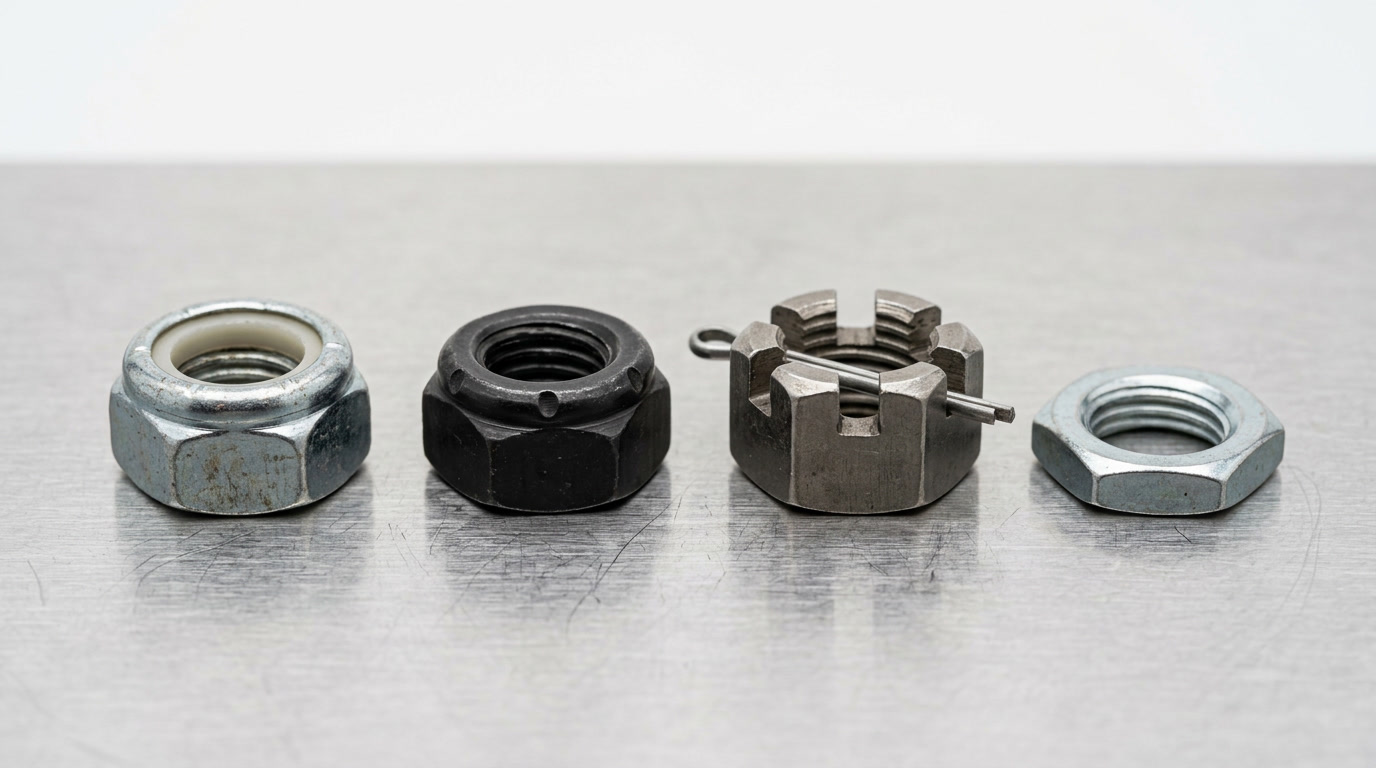
The six main nut lock families are: nylon insert (Nyloc), all-metal prevailing torque, jam nut, castle/slotted, serrated flange, and chemical thread-locker.
Each works through a different mechanism, suits different environments, and has specific installation and torque requirements. Treating them as interchangeable — picking whatever is on the shelf — is one of the most common fastener mistakes in light manufacturing.

1. Nylon Insert Lock Nuts (Nyloc / DIN 985)
The nylon insert lock nut — sometimes called a Nyloc or nylock — contains a nylon collar at the top of the nut. When threaded onto a bolt, the nylon deforms around the thread crests, creating a friction fit that adds 5–10 Nm of prevailing torque (depending on size and grade) on top of any clamp-load friction.
Strengths: Inexpensive, widely stocked, reusable a handful of times before the nylon wears, electrically insulating where nylon contacts the bolt, vibration-resistant across normal industrial use. ASME B18.16.6 and DIN 985 govern the dimensional standards.
Limits: Nylon degrades above approximately 120°C (250°F). In engine bays, exhaust proximity, or high-temperature industrial ovens, nylon insert nuts are the wrong choice. Also note: they are single-direction — backing off and re-using them reduces prevailing torque significantly. In practice, treat them as one-use in safety-critical joints.
Where we see them most: Electronics enclosures, HVAC equipment, bicycle frames, light machinery guards, furniture assembly.
2. All-Metal Prevailing Torque Nuts (DIN 980 / DIN 6925)
All-metal lock nuts achieve prevailing torque through mechanical deformation of the nut body itself rather than a separate element. Common subtypes:
- Top lock (elliptical top): The top of the nut is distorted into an oval. The bolt threads must deform it slightly as they engage, creating friction all the way in and out.
- Trilobular (Stover): The bearing end of the nut is formed into a three-lobe pattern. Grade F is the most common; these are used extensively in automotive and aerospace.
- Center lock: Deformation at the middle of the nut thread rather than the end.
Strengths: Temperature-rated from cryogenic to over 200°C; no non-metallic components to contaminate food, pharmaceutical, or clean-room environments; meets NE F 25-030 and aerospace specs like MS21042. In our testing on a 3/8″ Stover nut (Grade F), prevailing torque runs 9–14 Nm fresh, dropping to roughly 7 Nm after five reuse cycles — still adequate for many applications.
Limits: Higher cost than nylon insert; the deformation loosens with repeated removal/installation (track reuse cycles); may not be compliant with stainless-to-stainless galling risk without lubrication.
3. Jam Nuts
A jam nut is a thin hex nut (roughly half the height of a standard nut) used in conjunction with a full nut. The two are tightened against each other — “jammed” — to generate opposing friction at the thread flanks. This is the oldest and simplest lock nut approach; no special material needed.
Installation order matters: The jam nut goes on first, against the joint. The full nut threads on second and is torqued against the jam nut. The jam nut is placed lower because it carries the compression load; the full nut carries the tension. Getting the order reversed reduces locking effectiveness significantly.
Strengths: Any grade of standard hex nut can serve; no special stock required; fully re-usable; no temperature limits.
Limits: Takes up twice the thread length; the “full nut on top” requirement is counterintuitive and frequently reversed in the field; cannot be installed in single-handed or confined-space applications as easily as a single nut.
4. Castle Nuts and Slotted Hex Nuts (with Cotter Pin / Safety Wire)
Castle nuts have slots (castellations) machined into the top. After torqueing, a cotter pin threads through a cross-drilled hole in the bolt and through one of the slots, mechanically preventing rotation in either direction.
This is a positive locking mechanism — the first category so far that does not rely on friction at all. As long as the cotter pin is intact, the nut cannot loosen regardless of vibration amplitude. That is why slotted nuts appear in safety-critical automotive positions (steering tie rod ends, wheel bearings) and aerospace control systems.
Limits: Requires a cross-drilled bolt (adds cost); the cotter pin hole must align with a castle slot after the nut reaches its torque spec — sometimes requiring an additional partial turn to align, which introduces some torque variation; cotter pin installation adds time in assembly.
According to data from the ASTM International standards body on fastener testing protocols, positive-locking systems like castle nut + cotter pin combinations show zero loosening in transverse vibration tests, compared to friction-based systems that show measured clamp force decline within 10,000 cycles.
5. Serrated Flange Lock Nuts
The bearing face of a serrated flange nut has serrations machined into it. As the nut is torqued down, the serrations bite into the mating surface, preventing rotation mechanically via engagement with the substrate — not just friction.
Strengths: Single-piece; no separate washer needed; serrations work on soft substrates like aluminum and thin steel effectively; faster assembly than separate lock washer + nut combinations.
Limits: The serrations damage the substrate surface (unacceptable on finished or painted surfaces, or where future surface quality matters); must be replaced rather than reused; unsuitable for brittle or ceramic materials.
6. Chemical Thread-Locking Compounds (Liquid Nut Lock)
Threadlockers like Loctite 243 or 271 are anaerobic adhesives — they cure in the absence of oxygen when trapped between metal threads. They fill thread voids, prevent relative motion, and resist vibration, chemical exposure, and temperature extremes depending on the formula.
This is the “nut lock liquid” people search for when they mean a product like Loctite rather than a hardware nut.
Grades:
– Low-strength (blue): Removable with standard hand tools; for set screws, sensor fittings, and assemblies requiring routine maintenance.
– Medium-strength (medium strength / blue 243): Removable with tools with heat; most general industrial applications.
– High-strength (red): Permanent; requires heat (>250°C) or specialized tooling to break.
Strengths: Works on any thread form; fills gaps and prevents corrosion; can serve as the sole locking method or supplement a nut lock for extreme environments.
Limits: Cure time (typically 24 hours full strength); incompatible with some plastics, rubber, and anodized aluminum; high-strength grades can effectively make disassembly destructive.
Industry Applications of Nut Locks
Nut locks are essential wherever joints experience vibration, shock, thermal cycling, or dynamic loading — which covers automotive, aerospace, construction, electronics, and musical instrument manufacturing.
Automotive and Motorsport
The automotive sector is the single largest consumer of nut locks by volume. Wheel hub assemblies use slotted/castle nuts with cotter pins on many axle designs specifically because of the catastrophic consequences of wheel detachment. Suspension systems use nylon insert and all-metal prevailing torque nuts throughout — typically a fresh nyloc on every disassembly to maintain consistent prevailing torque values.
Engine bays are the environment where the nylon temperature limit matters most. An exhaust manifold stud near the turbine inlet can see surface temperatures exceeding 600°C. All-metal prevailing torque nuts (DIN 980) or Stover nuts are the correct choice there, not nylon insert.
Motorsport takes this further: FIA regulations for certain classes mandate positive-locking (cotter pin or safety wire) on critical joints. This is not conservatism — it is informed by accident investigations showing that friction-based locknuts had loosened.
Aerospace and Defense
Aerospace standards (MS21042, NAS1021, AN365) specify all-metal lock nuts almost exclusively. Nylon contamination risk in fuel systems and the broader temperature and pressure ranges eliminate nylon insert options. Self-locking nut standards require that prevailing torque remains measurable after five installation/removal cycles — spec’d in inch-pound values that the nut must maintain.
Construction and Structural Steel
Heavy hex lock nuts (ASTM A563) dominate structural steel applications. These are paired with high-strength bolts (ASTM A325 or A490) in slip-critical connections. Lock washers appear alongside, but the fastener engineer’s real concern is achieving correct tension — typically via turn-of-nut method or direct tension indicators rather than torque alone.
Electronics and Light Assembly
PCB standoffs, enclosure hardware, and rack-mount equipment almost universally use nylon insert lock nuts where metal-to-metal conductivity is not needed. Size range M2.5 to M6 covers most electronic assembly requirements, and the nylon insert’s electrical insulation is often a bonus.
Musical Instruments (Guitar Locking Nut)
The guitar locking nut is a specialized application worth noting because “locking nut guitar” is a common related search. On Floyd Rose and similar floating tremolo systems, the locking nut clamps the strings mechanically at the headstock end via two or three hex-socket clamping blocks. This removes string tension from tuning pegs as the reference point — fine tuning happens at the bridge saddles instead. The locking mechanism here is entirely different from a fastener lock nut (it is a clamping system), but both share the objective of preventing unwanted movement under dynamic load.
How to Choose the Right Nut Lock
Match the nut lock to the three key variables: operating temperature, reuse frequency, and whether loosening is merely inconvenient or catastrophic.
That decision framework eliminates most of the confusion. Here is how it plays out in practice:

Step 1 — Assess the Temperature Range
- Below 120°C (250°F): any nut lock type is viable
- 120°C to 200°C: all-metal prevailing torque or serrated flange only
- Above 200°C or cryogenic: check specific all-metal or chemical compound ratings; avoid nylon
Step 2 — Assess Reuse Frequency
| Reuse Scenario | Best Choice |
|---|---|
| Single installation, no planned removal | Nylon insert (most economical) |
| 2–5 reuses | All-metal prevailing torque; track cycles |
| Frequent maintenance access (>5×) | Jam nut or castle nut + cotter pin |
| Permanent / no disassembly | High-strength chemical thread-locker (red) |
Step 3 — Assess Criticality
For safety-critical joints where loosening could cause injury or loss of life, use positive-locking mechanisms (castle nut + cotter pin, or safety wire) regardless of what friction-based analysis suggests. The conservative approach is not over-engineering — it is correct engineering.
For economically critical joints (expensive downtime, but not safety risk), all-metal prevailing torque nuts offer an excellent balance of reliability and replaceability.
For standard industrial joints with routine maintenance access, nylon insert lock nuts are the workhouse choice — inexpensive, effective, and available everywhere.
Common Sizing Mistakes
One mistake we see frequently in the field: specifying a nylon insert nut by thread diameter only, without checking the pitch. M10×1.25 and M10×1.5 are both “M10 nuts” to many parts-room staff, but they are not interchangeable. The nylon insert engages differently with different pitch threads, and cross-threading a fine-pitch insert nut destroys the insert immediately.
Another common error: using Grade 2 (or property class 4.8) lock nuts on Grade 8 (or class 10.9) fasteners. The proof load of the nut must match or exceed the fastener grade. Mismatched grades let the nut strip under proper torque.
Torque Values and Specification
Prevailing torque nuts have two torque values:
1. Prevailing torque (run-on torque): The drag torque required just to run the nut down the threads before the joint is clamped. This is specified in the standard (e.g., DIN 985 gives minimum and maximum values by size and class).
2. Installation torque: The additional torque beyond prevailing torque needed to achieve the desired clamp force.
Installers often confuse these. If the torque wrench reads the target value but half of that is consumed by prevailing torque, the actual clamp force is much lower than intended. Always subtract prevailing torque from total torque to get effective clamping torque. For precision applications, pre-measure prevailing torque on a sample lot and adjust the specification accordingly.
Future Trends in Nut Lock Technology (2026+)
Smart fastener systems, metal additive manufacturing, and advanced coating technologies are reshaping nut lock design for the next decade.
Smart Fasteners with Embedded Sensing
Industrial IoT is reaching fasteners. Embedded ultrasonic bolt tension measurement — already deployed in wind turbine maintenance — provides real-time clamp force monitoring without disassembly. The “smart” version of this concept extends to the nut: piezoelectric washers or embedded strain gauges signal when clamp force drops below threshold. Several aerospace and offshore energy projects are piloting these systems for 2026 deployment.
According to Statista’s industrial IoT market data, the global smart fastener market is expected to grow at 8.3% CAGR through 2030, driven primarily by automotive electrification and renewable energy infrastructure — both sectors with extreme vibration-fatigue requirements.
Additive Manufacturing (Metal 3D Printing)
Selective laser melting (SLM) allows internal geometries impossible to machine — including thread locking features integrated directly into structural brackets. Rather than a separate nut, the locking thread is printed as part of the assembly housing. This is niche today but commercially available for low-volume, high-specification aerospace and medical applications.
Advanced Surface Coatings
Micro-encapsulated adhesive coatings on nut threads — cured on contact with a mating bolt — combine the convenience of a physical nut lock with the gap-filling of a chemical compound. Some variants allow a single reuse; others are single-application. These are seeing rapid adoption in automotive OEM assembly lines where throughput demands make separate chemical compound application impractical.
Sustainability Pressure on Nylon Insert Nuts
As supply chain sustainability requirements tighten (EU’s ESPR — Ecodesign for Sustainable Products Regulation — includes industrial fasteners in scope for 2026), nylon inserts face pressure from bio-based polymer alternatives. Several European fastener manufacturers are already offering PLA-based inserts with equivalent prevailing torque performance and significantly lower lifecycle carbon compared to petroleum-derived nylon.
| Technology | Status (2025) | Expected mainstream adoption |
|---|---|---|
| Smart tension monitoring | Pilot deployments | 2027–2028 (wind, offshore) |
| Printed integral lock features | Low-volume production | 2028+ (aerospace, medical) |
| Micro-encapsulated coating nuts | OEM automotive lines | 2025–2026 |
| Bio-based insert nuts | Early commercial | 2026–2027 (EU-led) |
FAQ
Q: What is the difference between a lock nut and a regular hex nut?
A regular hex nut relies entirely on friction from clamp force to stay in place. Remove the clamp force — even briefly, via one vibration cycle — and it can rotate loose. A lock nut adds a secondary retention mechanism (nylon insert, metal deformation, serrations, or a pin) that maintains friction or positive engagement even when clamp force is temporarily lost. In practice, that difference translates to joints that stay tight for years versus joints that loosen within months or even weeks in a vibrating environment.
Q: How do you remove a lock nut?
Nylon insert lock nuts: use a standard wrench; the run-off torque (removing direction) is typically 25–50% lower than run-on torque. All-metal prevailing torque nuts: same approach; the deformed threads resist removal but yield to a wrench. Castle nuts with cotter pins: straighten and remove the cotter pin first, then unscrew. For chemical thread-locker (especially red/permanent grade), apply heat with a heat gun or torch to 250°C+ to soften the adhesive before attempting removal; this prevents stripped heads or broken bolts.
Q: Can I reuse a nut lock?
Nylon insert nuts: once, sometimes twice if the insert still offers measurable resistance. After that, discard them. All-metal prevailing torque: spec’d for up to 5 installations; track usage in safety-critical applications. Castle nuts: indefinitely reusable (replace the cotter pin each time). Jam nuts: indefinitely reusable. Chemical thread-locker is single-use by nature — clean the threads before reapplication.
Q: What is a liquid nut lock?
Liquid nut lock refers to anaerobic adhesive thread-locking compounds — most famously Loctite brand (blue = medium strength, red = high strength, green = wicking grade for already-assembled joints). These are not a nut type but a compound applied to threads that cures to a hard thermoset plastic in the absence of oxygen. As explained in the YouTube explainer on lock nut types, chemical and mechanical locking methods each suit different application profiles — chemical lockers excel where access after assembly is very limited.
Q: How do I remove anti-theft lug nuts without the key?
Anti-theft lug nuts are a specialized automotive application with an intentionally non-standard socket pattern. The legitimate method if your key is lost is to use a lug nut extractor socket (designed to grip rounded or uniquely-patterned nuts) with a breaker bar. These are sold at auto parts retailers. Note that this requires physical access to the wheel — there is no bypass of the pattern geometry itself; the extractor works by gripping the outer diameter rather than the socket pattern.
Q: What grade of lock nut should I use?
Match the lock nut grade/property class to the fastener grade. For inch fasteners: Grade 2 nuts on Grade 2 bolts, Grade 5 nuts on Grade 5 bolts (Grade C nuts per SAE), Grade 8 nuts on Grade 8 bolts (Grade G per SAE). For metric: property class 6 nuts on class 8.8 bolts is the minimum; for class 10.9 and 12.9 bolts, use class 10 nuts. Using a lower-grade nut on a higher-grade bolt causes the nut to strip at proper installation torque — an invisible failure point.
Q: What size lock nut do I need?
Lock nut sizing matches the bolt thread diameter and pitch: an M10×1.5 bolt takes an M10×1.5 lock nut. For inch threads, a 3/8″-16 bolt takes a 3/8″-16 lock nut. The hex width-across-flats may differ from standard nuts on some lock nut types (especially jam nuts, which are narrower). Check the specific standard (DIN 985 for nylon insert metric, ASME B18.16 for inch) for dimensional tables. Width-across-flats and thread pitch must both match the fastener spec.
Q: Can I use a lock nut with a lock washer at the same time?
It is redundant in most applications and sometimes counterproductive. Serrated lock washers add prevailing torque through substrate engagement but can reduce the effective bearing area, affecting the clamp force calculation. Split (helical spring) lock washers are widely considered ineffective in modern fastener engineering — the Junker test showed they provide virtually no loosening resistance under transverse vibration. If you need extra assurance, use an all-metal prevailing torque nut or a positive locking mechanism (castle nut + cotter pin) rather than stacking a nut lock and a lock washer.

Conclusion
A nut lock is not a single product — it is a family of engineering solutions to the fundamental problem of threaded joint loosening under real-world conditions. The nylon insert lock nut is the workhouse for normal-temperature, low-cycle applications; the all-metal prevailing torque nut handles heat and contamination-sensitive environments; the castle nut with cotter pin delivers absolute mechanical certainty where safety is non-negotiable; the chemical thread-locker fills every gap the hardware types leave behind.
The right choice saves you from warranty returns, unplanned downtime, and in the worst cases, accidents. Start with the temperature and reuse requirements, match the grade to the fastener, and you have eliminated 90% of nut lock selection errors. For the remaining 10% — safety-critical aerospace and automotive joints — positive locking mechanisms are not optional; they are the only defensible engineering decision.
Browse our full range of production-grade nut locks and fasteners to find the exact specification for your application.
Related Products
Solutions & Cluster
Related Articles
- Self Locking Nut: Types, Working Principles & Selection Guide
- All Thread Rod Complete Guide: Types, Applications & Selection Tips (2026)
- Plastic Screws: Complete Guide to Types, Materials & Applications
- Sex Bolts: Complete Guide to Barrel Fasteners, Sizes & Installation
- Nut vs Bolt: Complete Comparison Guide and Industry Applications (2026 Edition)
- Stainless Steel Bolt: Complete Guide to Grades, Applications & Selection
- Wing Nuts and Bolts: The Complete Buyer’s and User’s Guide (2026)
- Shear Bolts: Security Types, Materials, and Buying Guide for Permanent Fastening




