
A nut nyloc is a locknut with a nylon collar that grips bolt threads through friction, preventing loosening under vibration without damaging the thread.
You’ve probably seen a nut nyloc on everything from bicycle derailleurs to aircraft seat rails. There’s a reason it’s been the go-to vibration-resistant fastener for over 80 years: it’s reliable, affordable, and doesn’t require special tools or adhesives. But choosing the wrong grade, material, or torque spec can turn that reliability into a liability. This guide covers everything — how the mechanism actually works, which standard applies to your application, temperature limits most engineers miss, and when to abandon nyloc entirely in favor of an all-metal alternative.
What Is a Nut Nyloc? Definition and How It Works
A nut nyloc — also called a nylon-insert lock nut, polymer-insert lock nut, or elastic stop nut — is a standard hex nut with a nylon ring bonded into the top section of the nut. That ring is the key. As described in Nyloc nut — Wikipedia, the nylon insert is sized slightly smaller than the mating bolt’s outer diameter. When you drive the bolt through, the threads cut into the nylon, creating a tight interference fit that resists rotation from vibration or dynamic loading.
The concept is elegantly simple — which is exactly why it works so well in practice. No adhesive to cure, no chemical resistance window to worry about (within limits), and no need for a second lock nut or tab washer.
The Nylon Insert Mechanism Explained
The nylon collar sits at the non-threaded end of the nut. It’s technically unthreaded until the bolt engages it. As the bolt’s helical thread cuts into the soft nylon, two things happen simultaneously:
- Radial compression — the nylon squeezes inward against the bolt’s flanks, generating friction perpendicular to the thread helix.
- Axial resistance — the deformed nylon resists the bolt trying to back out under vibration because it’s now mechanically keyed to the thread form.
This combined friction is called prevailing torque — the torque required to run a nut down a bolt even without any clamping load applied. DIN 985 and ISO 7042 specify minimum prevailing torque values by size to ensure consistent performance. A nut nyloc for M10 class 8, for example, must maintain a minimum prevailing torque of approximately 4 Nm after five on-off cycles.
Why the Nylon Insert Doesn’t Strip Threads
A common concern on the shop floor is thread damage. In practice, it doesn’t happen — here’s why: nylon (typically nylon 6 or nylon 6.6) is far softer than steel, brass, or even aluminum. The nylon deforms around the thread form rather than shearing or gouging it. The bolt threads emerge clean and reusable. The nut nyloc, on the other hand, is the wear item — more on reusability limits later.
| Feature | Nut Nyloc | Standard Hex Nut |
|---|---|---|
| Vibration resistance | High (prevailing torque) | None without secondary locking |
| Secondary locking needed | No | Yes (Loctite, tab washer, etc.) |
| Reusability | 3–5 cycles (limited) | Unlimited |
| Max temperature | ~121°C (250°F) | >500°C with steel bolt |
| Thread damage risk | Minimal (nylon is softer) | None |
| Cost premium vs standard | 15–40% | Baseline |
Types of Nyloc Nuts: Standards, Grades, and Variants
Nut nyloc products are manufactured to several international standards, each specifying a distinct nut height, property class, and performance envelope. Knowing which standard applies to your assembly is the first step toward a correct selection — the physical dimensions and mechanical properties differ enough to cause assembly errors if you mix them.
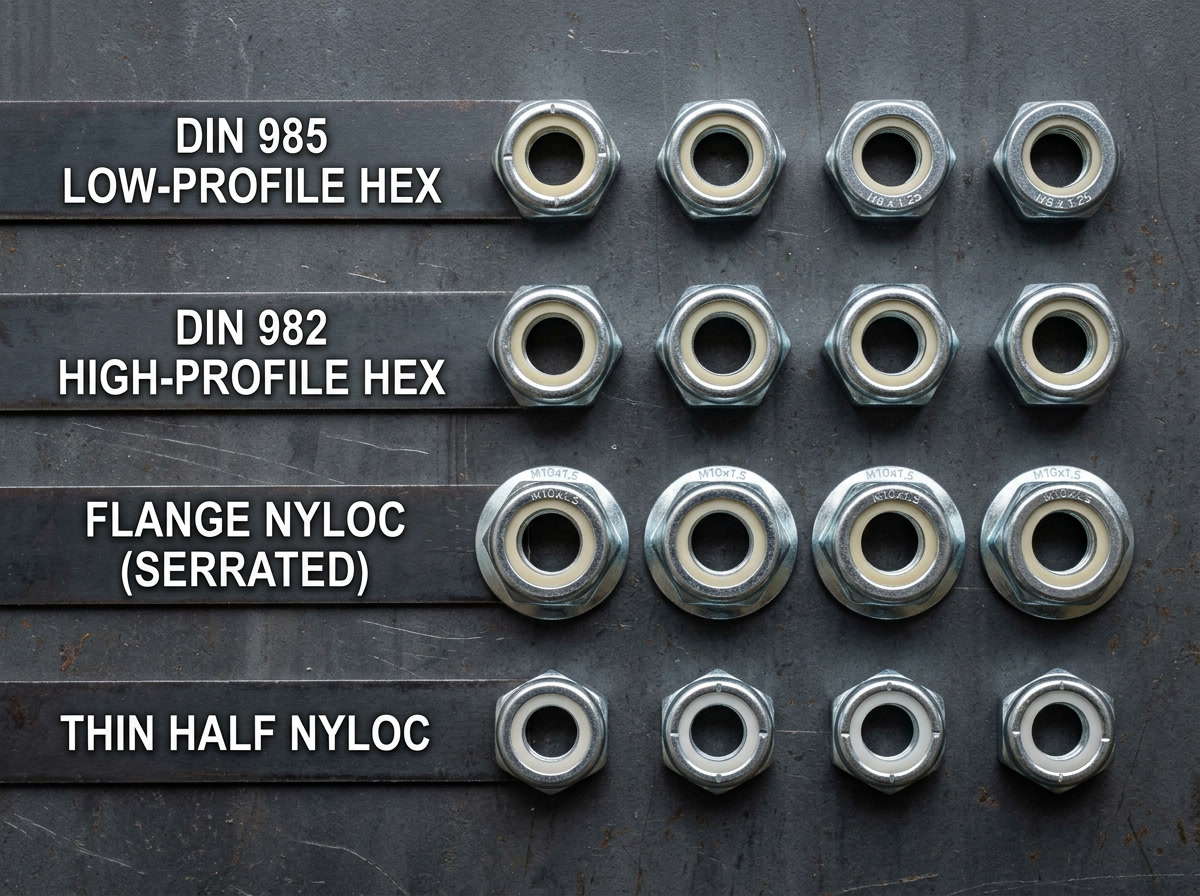
DIN 985 vs DIN 982 — The Two Core Hex Standards
DIN 985 is the most common nut nyloc standard worldwide — a low-profile (thin) hex nyloc nut. The hex height is approximately 0.8× the nut width across flats, making it more compact than a full-height standard nut. That profile suits applications where stack height matters: suspension linkages, wheel hubs, bicycle components.
DIN 982 is the high-profile (full-height) equivalent — the hex section is roughly equal in height to the nut width. It develops higher prevailing torque and better clamping force than DIN 985 of the same nominal size, but it needs more thread engagement and more axial space. Use DIN 982 when the joint sees sustained dynamic loading or when you’re close to the size limit where DIN 985’s reduced height starts to feel marginal.
ISO 7042 supersedes both for new engineering designs — it harmonizes metric dimensions with an extended property class system (6, 8, 10) and a tighter prevailing torque spec. If your design documentation specifies ISO, don’t substitute DIN without checking the engineering authority.
Metric vs UNC/UNF Imperial Nyloc Nuts
Thread form matters. A metric nut nyloc (M6, M8, M10…) uses a 60° metric thread with standardized pitch. Imperial nyloc nuts use UNC (Unified National Coarse) or UNF (Unified National Fine) thread, most commonly in sizes from 1/4″-20 UNC to 1″-8 UNC. These are not interchangeable — ever.
In practice, metric dominates European, Asian, and most modern automotive applications. Imperial remains standard in North American aerospace, older HVAC equipment, and US-manufactured agricultural machinery. Stocking both is unavoidable for a general fastener supply operation.
Flange Nyloc, Thin Nyloc, and Half Nyloc Variants
Beyond hex geometry, the nut nyloc family includes:
- Flange nyloc (serrated flange lock nut): A washer-face flange with serrations that bite into the mating surface, combining the vibration resistance of the nylon insert with additional friction from the flange. Works well on soft substrates (aluminum, plastic panels) where a plain nyloc might pull through.
- Thin (half) nyloc: Even lower profile than DIN 985, used in tight stack heights. Prevailing torque is reduced — verify it meets your locking requirement before specifying.
- All-nylon lock nut: The entire nut is nylon (PA6 or PA66). No metallic thread engagement. Used in electronics, food processing, or any context where metallic contamination is a hard constraint. Not a load-bearing fastener.
- Capscrew nyloc insert nuts: Hex socket cap style with nylon insert at the base — compact, for blind hole assemblies.
| Standard | Height | Property Classes | Best for |
|---|---|---|---|
| DIN 985 | Low (~0.8× AF) | 6, 8 | General, stack-height-critical |
| DIN 982 | Full (~1× AF) | 6, 8, 10 | High dynamic load, sustained vibration |
| ISO 7042 | Full | 6, 8, 10 | New designs, ISO-mandated specs |
| Flange (DIN 6926) | Full + flange | 6, 8 | Soft substrates, sheet metal |
| Half (thin) | Extra-low | 6 | Compact assemblies, space-constrained |
Nyloc Nut Materials: Which Finish Matches Your Application
The base material and surface finish of a nut nyloc determine its corrosion resistance, maximum load capacity, and compatibility with the mating fastener — all three of which must align with the operating environment. This is where most specification errors happen: engineers default to the cheapest option without checking the exposure conditions.
Zinc-Plated Steel — General Purpose
The most widely stocked nut nyloc is carbon steel (grade 6 or 8) with a zinc electroplate, typically 5–8 µm thick. It provides adequate corrosion protection for indoor or lightly sheltered environments — think general industrial machinery, furniture brackets, and HVAC ductwork. Zinc plating is sacrificial: it corrodes before the steel base, buying time in humid air.
The limitation is clear once you move outdoors. Zinc-plated nyloc nuts on a marine trailer show red rust at cut edges within a season. That’s not a failure of the nut nyloc concept; it’s a material mismatch. In outdoor or moisture-prone applications, step up to a coated or stainless option.
Hot-dip galvanized (HDG) nyloc nuts provide 50–80 µm of zinc, extending outdoor service life dramatically. The heavy coating does reduce thread engagement slightly — confirm thread fit with a go/no-go gauge before assembly.
Stainless Steel A2 vs A4 Nyloc Nuts
Stainless is the default upgrade path for outdoor, marine, food-grade, and pharmaceutical applications. Two grades dominate:
- A2 (304 SS): Austenitic stainless, approximately 18% chromium / 8% nickel. Excellent general corrosion resistance. The standard choice for most outdoor, food-service, and light-chemical environments.
- A4 (316 SS): Adds 2–3% molybdenum over A2, significantly improving chloride resistance. Mandatory for direct saltwater exposure — boats, dock hardware, coastal structural connections, chemical plant piping. The molybdenum addition is what keeps pitting corrosion at bay in chloride-rich environments.
In practice, A2 stainless nut nyloc covers the vast majority of applications incorrectly specified as “just use stainless.” Reserve A4 for the cases where chloride pitting is a documented risk.
Property class for stainless nyloc nuts: A2-50 and A4-50 are the standard (yield strength ~210 MPa), with A2-70 and A4-70 available for higher-load applications (yield ~450 MPa). Don’t assume stainless is automatically stronger — A2-50 is weaker than a grade 8 zinc-plated carbon steel nut.
Brass and Hot-Dip Galvanized Options
Brass nut nyloc suits low-load electrical and plumbing applications where galvanic compatibility with copper fittings matters. Brass is non-magnetic, which is critical in MRI or sensitive instrument environments. It’s also relatively soft — don’t pair brass nylocs with high-tensile steel bolts unless you’ve designed for it.
How to Install and Torque a Nut Nyloc Correctly
Thread a nut nyloc onto the bolt with the nylon end facing away from the joint — nylon goes on last, toward the open end of the bolt. Reversing this ruins the locking function entirely: the nylon inserts first and the hex threads don’t properly engage.
Which Direction Does a Nut Nyloc Go On?
The flat metal face goes against the joint surface (or washer). The domed end — where the nylon insert is visible — faces outward. This ensures:
- The metal threads fully engage the bolt and develop clamping force.
- The nylon insert engages the bolt at the fully-tightened position, where it provides maximum locking torque.
A quick field check: look at the nut end-on. If you can see a ring of white or cream-colored nylon, that’s the outboard face. If you see plain metal hex, that’s the joint face.
Torque Guidelines and Prevailing Torque
Torque specification for a nut nyloc is the sum of two components:
- Prevailing torque — the friction from the nylon insert alone (varies by size; roughly 1–10 Nm depending on diameter)
- Clamping torque — the torque required to develop the target joint preload
Total installation torque = prevailing torque + clamping torque. If you spec only the clamping torque (as you would for a plain nut), you’ll under-torque the fastener and end up with a preload deficit.
Most fastener handbooks publish prevailing torque ranges by size and standard. For an M10 DIN 985 grade 8 nut nyloc, typical prevailing torque is 2–5 Nm, and total installation torque (for grade 8.8 bolt, 70% proof load) is approximately 45–50 Nm. Always confirm against the specific manufacturer’s data sheet — offshore manufacturers vary.
Field tip: If you can run a nut nyloc down the bolt by hand past the nylon, the insert is either worn out or the wrong size. Don’t reuse it.
Reusability: How Many Times Can You Reuse a Nyloc?
The engineering standard answer is once — for safety-critical assemblies. In practice, most applications allow 3–5 installation cycles before the prevailing torque drops below the minimum specified by DIN 985 or ISO 7042.
Testing the worn nut nyloc is simple: run it down an equivalent bolt (dry, clean) and check if there’s any measurable resistance as it crosses the nylon insert zone. If it spins freely with finger pressure, it’s done. If there’s clear resistance that requires tool engagement — typically anything above 0.5 Nm — it still has useful locking life remaining.
For automotive safety items (wheel bearings, control arms, steering components), always replace nut nyloc fasteners at each disassembly. The cost of a new nut is immeasurably less than the liability of a loosened safety-critical joint.
When NOT to Use a Nut Nyloc — Critical Application Limits
Do not use a nut nyloc above 120°C (248°F) sustained operating temperature — this is the most commonly violated application limit in the field. Nylon degrades thermally long before it melts: at sustained temperatures above 120°C, the insert loses elasticity, drops prevailing torque dramatically, and the locking function fails silently.
Temperature Limits of Nyloc Nuts
The nylon insert in a standard nut nyloc is most commonly PA6 or PA6.6 (nylon 6 or 66). Operating temperature limits:
| Material | Continuous Use Max | Peak (Brief) | Notes |
|---|---|---|---|
| PA6 nyloc insert | 80–100°C | 130°C | Most economy grades |
| PA6.6 nyloc insert | 100–120°C | 150°C | Standard EN spec |
| High-temp polymer insert (PA46, PPS) | 140–180°C | 220°C | Premium grades, confirm with supplier |
| All-metal lock nut (prevailing torque) | >500°C | — | No polymer component |
Engine bay, exhaust-adjacent, or high-cycle electrical applications routinely exceed 120°C. Specifying a standard nut nyloc in those environments is a documentation error. Escalate to an all-metal locking nut — a distorted-thread type (like a Stover nut) or a serrated flange nut — or specify a high-temperature polymer-insert grade explicitly.
Chemical Resistance Issues
Nylon absorbs moisture and swells in water immersion over long periods. That swelling can actually increase prevailing torque — sometimes to the point of seizing — which isn’t always a problem but can complicate disassembly. More critically, nylon is attacked by:
- Concentrated acids (sulfuric, hydrochloric, nitric)
- Phenols and cresols
- Some oxidizing agents at elevated temperature
For chemical process plants, confirm nylon compatibility with the specific process fluid before specifying a nut nyloc. When in doubt, use a metallic locking method.
Nyloc vs All-Metal Lock Nuts — Which to Choose
The practical decision tree:
- Temperature > 120°C → all-metal (distorted-thread prevailing torque nut, or Stover)
- Chemical environment attacks nylon → all-metal
- Safety-critical, single-use → nyloc is fine but do not reuse
- Repeated assembly (maintenance cycle every 6 months) → nyloc at 3–5 cycles, then replace; or switch to all-metal for lower-cost long-term maintenance
- Cost-sensitive, general purpose, indoor → standard zinc nyloc, DIN 985 grade 8
- Outdoor, marine → A2 or A4 stainless nyloc
A key finding from testing reported in fastener engineering literature: at room temperature, the nyloc outperforms all-metal prevailing torque nuts in vibration resistance (Junker vibration test results favor nyloc by ~15% sustained clamping retention). At 150°C, the all-metal nut wins decisively. The crossover is around 120–130°C.
Future Trends: Nut Nyloc Technology in 2026 and Beyond
Fastener manufacturers are actively pushing nyloc performance beyond its traditional nylon insert limitations — two specific vectors are driving product development in 2026.
Next-Gen Polymers for Higher-Temperature Lock Nuts
PA6.6 is hitting its ceiling in modern applications — electric vehicle battery modules, industrial servo motors, and advanced HVAC compressors all operate in thermal regimes that standard nyloc can’t handle. The engineering response is substituting the insert polymer:
- PA46 (nylon 46): Continuous use to ~140°C, better than PA6.6 while remaining cost-competitive.
- PPS (polyphenylene sulfide): Continuous use to ~180°C, chemical resistance far beyond nylon, but unit cost is 3–4× that of standard nyloc. Supply chain for PPS-insert lock nuts remains thin — fewer than 10 manufacturers globally offer it in volume.
- PEEK insert: Laboratory demonstrations show continuous use at 250°C+ with prevailing torque retention, but commercial availability is still limited to aerospace-grade procurement channels.
The direction is clear: the same hex-nut-plus-insert concept will persist, but the insert material will evolve as polymer chemistry catches up to modern temperature requirements.
Sustainability Pressures and Recyclable Fastener Systems
EU End-of-Life Vehicle regulations and broader circular economy mandates are creating pressure on mixed-material fasteners. A nut nyloc is exactly that — a metal nut with a polymer insert, bonded together by interference fit rather than adhesive. That makes it difficult to separate for pure-metal recycling at end-of-vehicle-life.
Some European automotive OEMs are piloting bio-based polyamide inserts (castor-oil derived PA11) that can be composted separately if the insert is extracted. Others are evaluating all-metal prevailing-torque designs to eliminate the polymer entirely.
For most industrial applications in 2026, this is background noise rather than an immediate specification change. But procurement teams sourcing for automotive OEM Tier 1 supply chains should be aware that material disclosure requirements (REACH, IMDS) for nyloc nuts now require declaration of the nylon insert polymer and any additives — not just the steel base material.
FAQ — Nut Nyloc: Common Questions Answered
Q1: What is another name for a nut nyloc?
A nut nyloc goes by several equivalent names. The most common are: nylon-insert lock nut, nylon lock nut (informal), polymer-insert lock nut, and elastic stop nut (the original trade name from Elastic Stop Nut Corporation, 1940s). “Nylock” is sometimes used generically but is actually a trademark. In engineering drawings and standards, “prevailing torque lock nut — nylon insert type” is the formal description.
Q2: Which way do you put on a nyloc nut?
Nylon insert faces outward — away from the joint surface. The flat metal face seats against the washer or joint material. Mounting it backwards (nylon against the joint) means the metal threads barely engage before the nylon blocks advancement, so you get almost no clamping force and zero vibration protection.
Q3: Can you reuse a nyloc nut?
For non-safety-critical applications: yes, 3–5 times, provided there is still measurable resistance (prevailing torque) when running the nut by hand over a clean bolt. For safety-critical fasteners — wheel nuts, suspension joints, steering hardware, structural connections — replace at every disassembly. The saving is not worth the risk.
Q4: What size nyloc nut do I need?
Match the nominal diameter and thread pitch to your bolt exactly. The most common metric sizes are M4, M5, M6, M8, M10, M12, and M16. Imperial sizes most common in US applications are 1/4″-20 UNC, 5/16″-18 UNC, 3/8″-16 UNC, and 1/2″-13 UNC. Use a thread gauge on used hardware — stretched or damaged bolts can measure close to nominal but engage poorly with a new nut nyloc.
Q5: What is the temperature limit of a nyloc nut?
Standard PA6.6 nylon insert: 100–120°C sustained continuous operating temperature. Peak brief excursions to 150°C are tolerable for short durations (minutes, not hours). Above those thresholds, the insert loses elasticity and the locking performance drops sharply. Use an all-metal prevailing-torque lock nut for engine bay, exhaust-adjacent, or similar high-temperature applications.
Q6: What is the difference between nyloc and nylock?
Functionally identical — they’re the same fastener. “Nylock” is a brand name (historically associated with Elastic Stop Nut Corporation and its licensees), while “nyloc” is the generic British English term that became the common descriptor in European and Commonwealth markets. In technical documentation and purchasing, both terms describe a nylon-insert lock nut to DIN 985, DIN 982, or ISO 7042.
Q7: Do nyloc nuts loosen over time?
Under correct installation (proper torque, undamaged insert, temperature within spec), a nut nyloc maintains prevailing torque for years in vibration service. The Junker vibration test (DIN 65151) consistently shows nyloc outperforming spring washers, plain nuts, and most tab-washer systems in sustained preload retention. Loosening failures are almost always traceable to: over-temperature, reused nut with worn insert, wrong torque spec, or chemical attack on the nylon.
Q8: Can I use a nyloc nut in a wet or submerged application?
For water: yes, with the right material selection. Zinc-plated nyloc nuts will rust in sustained moisture exposure — use stainless A2 or A4 instead. For full seawater submersion, A4 (316 SS) is mandatory due to chloride pitting resistance. The nylon insert itself is not harmed by fresh or salt water, but prolonged water immersion causes nylon to absorb moisture and swell, which may increase prevailing torque. Account for this in maintenance disassembly planning.

Conclusion
The nut nyloc remains one of the most cost-effective, tooling-free methods of achieving vibration-resistant fastening across a huge range of industrial, automotive, and structural applications. Master three things and you’ll get reliable service from them every time: select the right material for your corrosion environment, stay within the 120°C temperature ceiling for standard grades, and respect the reusability limits — especially on safety-critical joints.
For specifications, procuring from a supplier who publishes DIN 985 or ISO 7042 compliance data with prevailing torque test results (not just nominal dimensions) is the single best way to ensure consistent field performance. Cheap nyloc nuts from unvalidated sources often fail the prevailing torque minimums right out of the bag. As you source for your next project, reviewing the YouTube demonstration on nyloc nut application can help confirm correct installation orientation for technicians unfamiliar with the fastener family. For deeper technical reading on the underlying mechanism, the Wikipedia overview of nyloc nuts covers the historical development and nomenclature across international markets.
Whether you’re specifying DIN 985 A4 stainless for a marine davit or a zinc-plated DIN 985 grade 8 for a conveyor frame, the nut nyloc is almost certainly the right call — as long as you’ve checked the temperature, confirmed the material, and torqued it to the full spec rather than just the clamping component.
Related Products
Solutions & Cluster
Related Articles
- Anti-Theft License Plate Bolts: The Complete Guide to Securing Your Plates (2026)
- UNF Thread: Complete Guide to Unified National Fine Thread Specifications
- Top Sealed Rivet Nut Fast Delivery: Quality Inserts for Quick Projects
- Top Silicon Bronze Bolts for Durable and Reliable Fastening Solutions
- Anti Theft Screws for Licence Plate: The Complete Buyer’s Guide (2026)
- Anodised Screws & Fasteners: The Complete Guide to Anodising
- Aluminum Screws: Complete Guide to Types, Grades, and Applications
- Security Bits: Complete Guide to Types, Uses, and Choosing the Right Set




