A screw is a helical-threaded fastener that converts rotational torque into linear clamping force, allowing it to join or secure materials by threading into them or a mating nut.
Pick up a handful of screws from your workshop bin and you’re holding one of the oldest, most engineered objects in human manufacturing history. From the ancient Archimedes screw used to lift water to the precision M3 screws holding together the laptop you’re reading this on, screws are everywhere — and yet most production professionals only know a fraction of what there is to know about selecting and using them properly.
This guide covers everything: what a screw actually is at a mechanical level, every major type you’ll encounter in production, how screws differ from bolts, which materials and coatings matter for which environments, and a systematic approach to choosing the right fastener for your application. Whether you’re specifying fasteners for an assembly line, setting up a prototyping shop, or just trying to understand why that screw keeps stripping, you’ll find what you need here.
What Is a Screw? Definition and Core Mechanics
A screw is an externally threaded fastener — a cylindrical shaft wrapped in a continuous helical ridge called a thread — designed to be driven by applying torque to its head. That torque gets converted into axial (linear) force, pulling joined parts together or securing a component in place.
According to the Wikipedia entry on screws, a screw is formally defined as “an externally helical threaded fastener capable of being tightened or released by a twisting force (torque) to the head.” That’s the engineering baseline, but it doesn’t capture why screws are so useful in production contexts.
The real engineering value of a screw comes from mechanical advantage. The thread is essentially a simple machine — specifically an inclined plane wrapped around a cylinder. For every full rotation of the screw head, the fastener advances along its thread pitch (the distance between thread crests). A screw with a 1.0 mm pitch advances 1.0 mm per revolution. That means a small rotational input creates a large linear clamping force, multiplied by the thread geometry.
In practice, a standard M8×1.25 steel screw torqued to 25 N·m generates a clamping force of roughly 18–20 kN — enough to hold together components under serious load. That force-multiplying property is why screws remain the dominant fastener in precision assembly, structural applications, and mass production.
The Anatomy of a Screw: Head, Shank, and Thread
Understanding each part of a screw tells you immediately how it behaves in an assembly.
Head — The uppermost part that receives the driving tool. The head shape determines how flush the screw sits and how much torque it can accept. A hex head accepts more torque than a Phillips, which is why structural screws use hex drive. The head also distributes the clamping load across the joint surface via its bearing face.
Shank — The cylindrical body below the head. Some screws are fully threaded (thread runs to the head); others have a smooth shank section between head and thread. A partially threaded screw has a grip length — the unthreaded shank that spans the joined materials, which reduces shear stress concentration at the thread root. For structural joints carrying shear loads, partial thread is usually the correct specification.
Thread — The helical ridge. Thread geometry includes the pitch (distance between crests), major diameter (outside of thread), minor diameter (root of thread), and thread angle (60° for Unified and metric threads). The ratio of pitch to diameter defines how fine or coarse the thread is, which directly affects how fast it drives and how well it resists vibration loosening.
Point — The tip. Pointed tips on wood and sheet-metal screws allow them to self-start. Blunt, flat points are used on machine screws designed to thread into pre-tapped holes, where a sharp point would just catch on the thread.
| Part | Function | Key Spec to Check |
|---|---|---|
| Head | Accepts torque; distributes clamping load | Drive type, head height, bearing diameter |
| Shank | Spans the joint; carries shear load | Grip length, shank diameter |
| Thread | Converts torque to clamping force | Pitch, major diameter, thread form |
| Point | Self-starting or blunt | Pointed (self-tapping) vs. flat (machine screw) |
| Coating | Surface protection | Plating type, thickness, corrosion rating |
How Screws Work: Mechanical Advantage and Torque
The mechanical advantage of a screw is defined as the ratio of the output force (clamping load) to the input force (torque applied at the handle or bit). For a standard 60° thread form:
Clamping Force ≈ (Torque × 0.75) / (Thread Pitch × 0.5)
This is a simplified version of the actual calculation (which includes friction coefficients at the thread and bearing face), but it illustrates the key variables: pitch drives everything. A finer pitch means more mechanical advantage — more clamping force per unit of torque — but also means more rotations required to drive the screw fully.
Vibration resistance is the inverse problem. Finer threads (higher thread count per inch or smaller pitch) are more resistant to vibration loosening because they’re closer to the self-locking angle of friction. Coarser threads are faster to install but more susceptible to vibration loosening — hence the widespread use of thread-locking compounds in automotive and aerospace assembly.
Types of Screws: A Complete Classification
The term “screw” covers dozens of distinct fastener types. In production contexts, misidentifying a screw type leads to wrong tool selection, over- or under-torquing, and joint failures. Here’s the complete taxonomy.
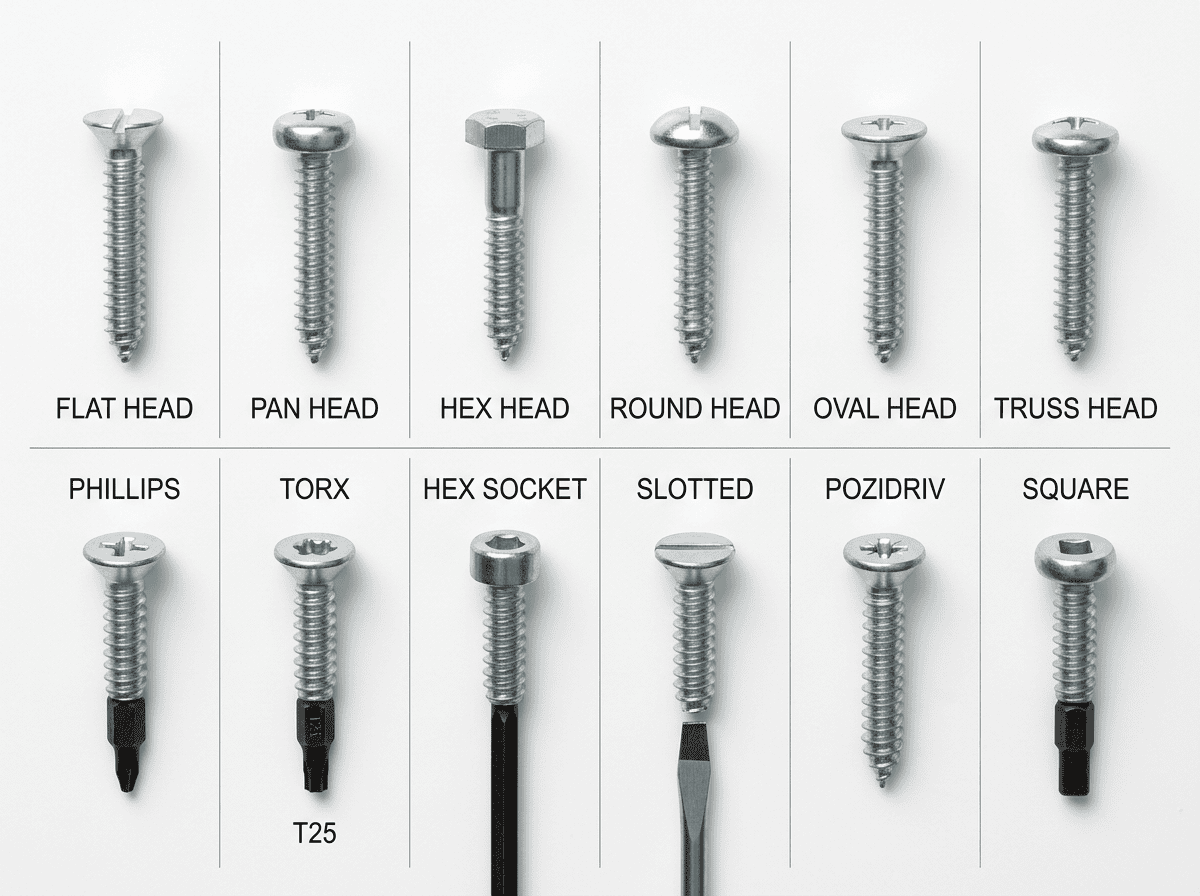
By Head Type
The head shape controls how a screw sits relative to the joint surface and how much load it distributes.
Flat head (countersunk) — The underside of the head is beveled at 82° (Unified) or 90° (metric), designed to sit flush or below the surface in a countersunk hole. Common in woodworking, furniture assembly, and any application where a proud head would interfere with mating parts.
Pan head — Flat bottom bearing face with a rounded top profile. The most common head type for machine screws in electronics and general assembly. The wide bearing face distributes load well without requiring a countersunk hole.
Round head — Domed profile, full bearing face. Used where a finished appearance matters and flush seating is not required. Less common in modern production where pan head has largely replaced it.
Oval head (raised countersunk) — Like a flat head but with a domed top. Countersinks into the material but leaves a decorative dome above the surface. Common in consumer goods and visible hardware.
Button head — Low-profile dome. Sits proud of the surface like a pan head but with a sleeker, lower profile. Common in consumer electronics, bicycle components, and industrial equipment where access clearance is limited.
Hex head / hex cap — Six-sided head for use with a wrench or socket. High torque capacity, widely used in structural, automotive, and heavy-equipment applications. The go-to when you need maximum clamping force.
Truss head — Extra-wide, low-profile pan head. Provides a large bearing area for applications with oversized holes or soft materials (sheet metal, plastic panels) where a standard pan head would pull through.
By Drive Type
The drive recess (or external drive) determines what tool drives the screw and how much torque can be transmitted before the tool slips.
Slotted — The original. A single straight slot. Low torque capacity, prone to cam-out. Still used in decorative and light-duty applications but rare in production.
Phillips (PH) — The most common drive type globally. Cross-shaped recess with tapered flanks that intentionally cam out at a designed torque (which originally was a feature, not a bug — it prevented over-torquing on early assembly lines). In high-volume production, Phillips drives are still ubiquitous because the tapered flanks self-align the bit.
Pozidriv (PZ) — A Phillips variant with added ribs between the cross arms. More positive engagement, less cam-out, higher torque transmission. Common in European manufacturing. Not interchangeable with Phillips despite visual similarity — using a PH bit in a PZ recess (or vice versa) damages the drive.
Torx (TX / Star) — Six-pointed star recess. Excellent torque transmission with near-zero cam-out. Now the standard in automotive, electronics, and high-volume precision assembly. Available in tamper-resistant versions (Torx Security / Torx Plus). Preferred whenever a Phillips-class torque isn’t sufficient.
Hex socket (Allen) — Six-sided internal recess. Used in socket head cap screws (SHCSs) — the black cylindrical screws common in machinery and jigs. High torque capacity, recessed head allows very close bolt patterns. Requires a correct-size hex key or bit.
Robertson (Square) — Square recess. Almost eliminates cam-out. Dominant in Canadian woodworking and increasingly popular in production for its one-handed operability (the bit holds the screw without magnetic assistance). Less common in European and Asian markets.
Tri-Wing, Pentalobe, Clutch — Proprietary or specialty drives for tamper resistance (consumer electronics, aerospace, automotive interiors). Require specialized bits.
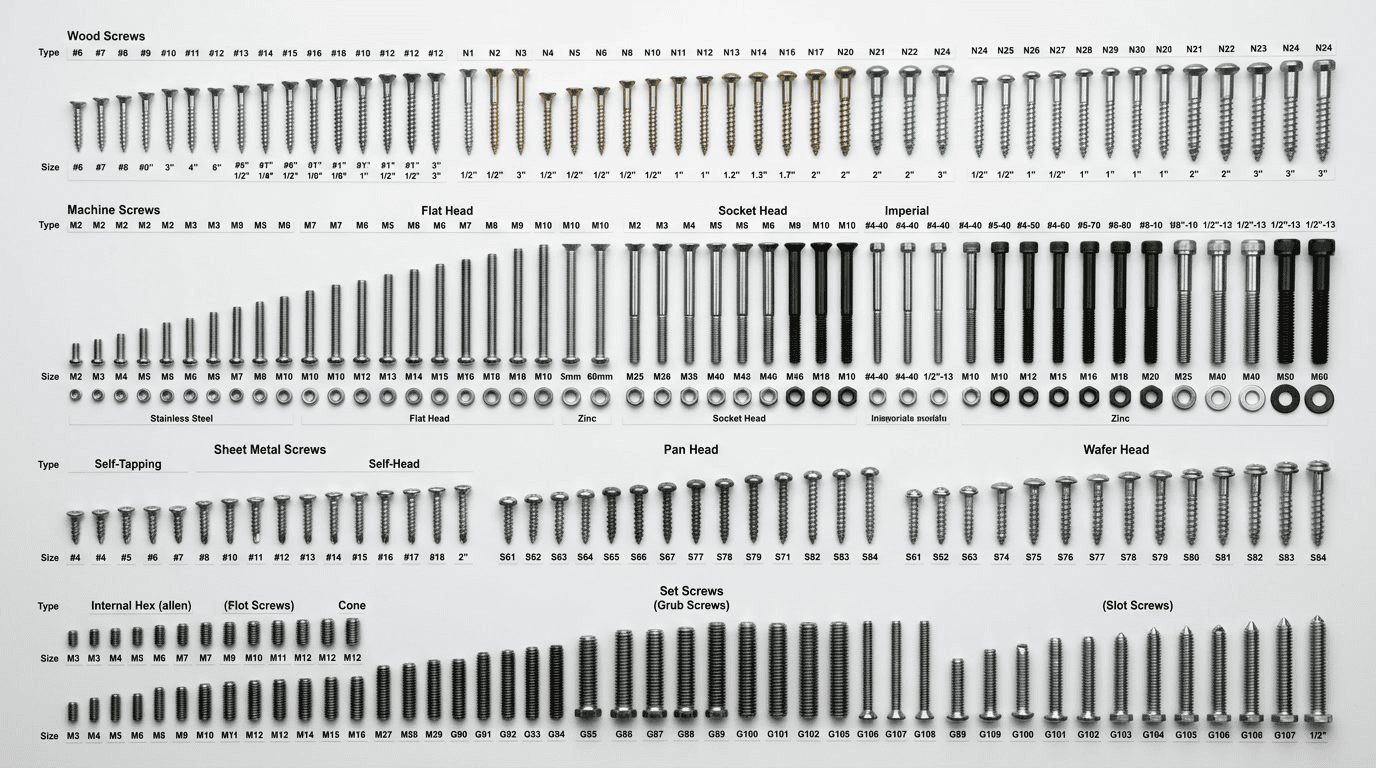
By Thread Type and Application
Machine screws — Fixed pitch, precise tolerances, designed to thread into tapped holes or through clearance holes with a nut. Specified by diameter and pitch (M5×0.8, M6×1.0, ¼-20, etc.). The backbone of mechanical assemblies.
Self-tapping screws — Cut their own thread in pre-drilled pilot holes. Thread-forming types (Type A, AB, B) are used in sheet metal and plastics. Thread-cutting types (Type D, F, T) cut into harder materials. Eliminates the tapping operation in production, saving cost and time.
Wood screws — Coarse, single-lead thread, tapered shank, sharp point. The lead threads are aggressive to bite into wood fibers; the smooth shank above allows the upper piece to be drawn tightly down without binding.
Sheet metal screws — Hardened, fully threaded, sharp point. Designed to drive through thin sheet metal, creating their own mating threads. The Type A and AB are the most common.
Lag screws (lag bolts) — Large, coarse-threaded wood screws with a hex or square head driven by a wrench. Used for heavy structural timber connections, deck framing, and ledger boards.
Set screws (grub screws) — Fully threaded, no head (or flush cup/cone point). Thread into a tapped hole to bear against a shaft and prevent rotation or axial movement. Common in pulley hubs, shaft collars, and couplings.
Concrete screws (Tapcons) — Hardened, corrosion-resistant screws designed to anchor directly into concrete, block, or brick via a pre-drilled masonry hole. Thread geometry is proprietary — alternating high and low thread form cuts into concrete.
| Screw Type | Typical Material | Drive | Best For |
|---|---|---|---|
| Machine screw | Steel / SS | Any | Threaded assemblies, precision joints |
| Self-tapping | Case-hardened steel | Phillips, Torx, Hex | Sheet metal, plastics |
| Wood screw | Steel, zinc | Phillips, Square | Woodworking, cabinetry |
| Lag screw | Hot-dip galvanized steel | Hex | Structural timber |
| Sheet metal screw | Case-hardened steel | Phillips, Torx | HVAC, enclosures, panels |
| Set screw | Alloy steel (Grade 8/10.9) | Hex socket | Shaft retention, couplings |
| Concrete screw | Stainless or coated steel | Torx, Hex | Masonry anchoring |
Screw vs. Bolt: What’s the Actual Difference?
This question generates more debate than it deserves. The ASME definition provides the clearest answer: a bolt is a headed fastener that passes through clearance holes in both mating parts and is tightened by applying torque to a nut. A screw is a fastener that is tightened by applying torque to its head, threading into one of the mating parts (either a tapped hole or its own thread path in softer material).
That’s the functional distinction. In practice:
- An M8 hex cap that threads into a tapped hole = screw
- The same M8 hex cap passing through two clearance holes and tightened with a nut = bolt
The exact same fastener can be a screw or a bolt depending on how it’s used. The colloquial use of “bolt” for any large hex-head fastener is imprecise but harmless in most shop-floor conversations.
When to Specify Screws vs. Bolts in Production
Use screws (threaded directly into a tapped component) when:
- Weight and space are limited — no room for a nut on the back side
- You need frequent disassembly (tapped holes hold tolerance well across many cycles)
- The receiving component is thick enough to provide adequate thread engagement (rule of thumb: ≥1.5× the nominal diameter for steel into steel, ≥2× for aluminum)
Use bolts with nuts when:
- The joint is loaded in tension and maximum clamping force is required (full nut engagement is stronger than tapped hole engagement)
- You’re joining two components neither of which can be tapped (sheet metal, composite panels)
- The design requires field adjustment by different parties — a nut/bolt joint is more forgiving than a tapped joint when assembly workers apply varying torque
The hybrid case — shoulder bolts — combines a precision-ground unthreaded shank (the shoulder) with a short threaded section. The shoulder provides accurate positioning and a bearing surface for rotating components; the thread just holds it in place. Widely used in jigs, fixtures, and precision mechanisms.
Screw Materials and Coatings for Production Environments
Material choice is where most procurement errors happen. Specifying the wrong material combination causes galvanic corrosion, hydrogen embrittlement, or premature failure under load. Here’s the production-relevant breakdown.
Base Materials
Carbon steel (Grade 5 / 8.8–10.9 metric) — The production workhorse. High strength, low cost. Grade 8.8 screws (metric Class 8.8) have a tensile strength of ~800 MPa — sufficient for most machinery, automotive, and structural applications. Grade 10.9 and 12.9 are used in high-stress applications (cylinder heads, suspension components). Uncoated carbon steel corrodes rapidly in wet environments — always specify a finish for outdoor or high-humidity use.
Stainless steel (304 / 316 / 18-8) — Corrosion resistant in most environments, but lower tensile strength than alloy steel (typical 304 SS hex cap runs ~500 MPa vs. 1000+ MPa for Grade 8). In marine environments, 316 stainless is mandatory — the added molybdenum content provides chloride resistance that 304 lacks. Critical note: never use stainless screws in contact with carbon steel under wet conditions — the galvanic potential difference (~0.25V) will preferentially corrode the carbon steel.
Alloy steel (Grade 12.9 / B7) — For demanding applications: mold tooling, high-temperature assemblies, hydraulic equipment. Often requires special handling during assembly to avoid hydrogen embrittlement (pre-heating, post-treatment controls).
Titanium — Aerospace and medical. Exceptional strength-to-weight ratio, excellent corrosion resistance, non-magnetic. Cost is typically 10–20× stainless. Not a production default but important in weight-critical or biocompatibility-required assemblies.
Brass / bronze — Electrically conductive, soft, good corrosion resistance. Used in electrical panels, plumbing, and applications requiring non-sparking properties.
Surface Coatings and Platings
The surface treatment determines how a screw survives in its working environment. The ASTM B633 standard governs zinc electroplating for steel hardware — specifying service class (SC1 through SC4) based on exposure conditions.
| Coating | Process | Corrosion Protection | Typical Use |
|---|---|---|---|
| Zinc electroplate | Electrodeposited | Moderate (72–120h salt spray) | Indoor machinery, general assembly |
| Hot-dip galvanized | Dip in molten zinc | High (400–600h salt spray) | Outdoor structural, agricultural |
| Black oxide | Conversion coating | Minimal (decorative/mild protection) | Machinery internals, tool components |
| Zinc-nickel plate | Electrodeposited alloy | High (500–720h) | Automotive underbody, marine adjacent |
| Dacromet / Geomet | Zinc-aluminum flake | Very high (720–1000h) | Underbody fasteners, marine fasteners |
| Passivation (SS) | Chemical etch | Very high | All stainless applications |
One practical note on zinc plating and hydrogen embrittlement: the electroplating process introduces atomic hydrogen into the steel lattice. For high-strength screws (Grade 10.9+), bake-out relief (typically 4 hours at 190°C within 4 hours of plating) is mandatory to diffuse the hydrogen before it causes delayed fracture. Many procurement failures in high-strength fasteners trace back to skipped or shortened bake-out cycles on platings.
Industry Applications of Screws in Production
Screws are categorized differently depending on the industry — understanding the application context helps narrow specification choices dramatically.
Automotive Manufacturing
Automotive assembly uses an estimated 3,000–4,000 fasteners per vehicle — the majority screws and bolts. The dominant drives are Torx (TX20–TX40 for trim and interior) and hex socket (M6–M10 for structural components). Thread-forming screws are extensively used in plastic panels and interior trim to eliminate separate nuts. Torque specification is explicit — modern automotive lines run torque-controlled power tools with ±5–10% accuracy windows, and every fastener has a documented torque value.
In-process screw failures in automotive are typically traced to three causes: incorrect grade substitution (using Grade 6.8 where 8.8 is specified), coating omission (bare screws in underbody positions), or cross-threading due to misaligned tool positioning on robotic assembly lines.
Electronics Assembly
Electronics uses the smallest and most precise screws in common production. M1.6 to M3 machine screws in stainless or steel with Phillips or Torx drives are standard in PCB mounting, display panels, and chassis assembly. Torque control is critical — as iFixit’s repair database documents, the most common laptop and smartphone disassembly failure is stripped M2 and M2.5 screws caused by incorrect bit sizing or over-torque.
Non-magnetic screws (brass, titanium, or non-magnetic stainless grades like 316L) are required near magnetic components (speakers, sensors, magnetometers). Ordinary stainless 304 is slightly magnetic after cold working — specify 316L or titanium when magnetic cleanliness matters.
Construction and Structural Applications
Structural screws have largely replaced nails and lag bolts in timber-frame construction for engineered connections. Products like Simpson Strong-Drive SDWH and Spax T-Star come pre-tested with published allowable loads, dramatically simplifying engineering calculations. A ½” diameter structural wood screw can carry 350–400 lbs in shear — comparable to a 16d nail but far faster to install with a hex drive.
Concrete anchoring (anchor screws) is a growth category. Hilti, ITW Buildex, and similar manufacturers offer ICC-ESR-listed concrete screw systems where the anchor’s rated load in a specific concrete strength (typically 2500–3000 psi) is pre-engineered and certified — removing the need for project-specific pull testing on most commercial projects.

| Industry | Primary Screw Types | Critical Spec | Common Failure Mode |
|---|---|---|---|
| Automotive | Machine screws, thread-forming | Torque spec + drive type | Grade substitution, cross-threading |
| Electronics | Micro machine screws (M1.6–M3) | Non-magnetic, torque | Stripped drives, over-torque |
| Construction | Structural wood, concrete | Load rating, code approval | Insufficient embedment, wrong material |
| Aerospace | Titanium, alloy steel | Weight, fatigue life | Corrosion, improper torque sequence |
| HVAC/Enclosures | Sheet metal screws (self-tapping) | Corrosion rating | Rust in outdoor units, loose joints |
| Furniture/Fixtures | Confirmat, wood screws | Pull-out resistance | Stripping in engineered wood |
How to Choose the Right Screw for Production
Screw selection is a five-variable problem: material, coating, diameter, thread type, and drive. Optimizing one without considering the others leads to failures that aren’t traced back to fastener selection for months. Here’s a systematic approach.
Step 1: Define the Load
Determine the primary loading mode:
- Tension (clamping): Use fully threaded machine screws or bolts with adequate thread engagement
- Shear: Use partially threaded fasteners with a smooth shank spanning the shear plane — the shank is stronger in shear than the thread root
- Combined tension + shear: Generally governs toward larger diameter rather than longer thread engagement
For thread engagement depth, follow these minimums:
- Steel into steel: 1.0–1.5× nominal diameter
- Steel into aluminum: 2.0× nominal diameter
- Steel into plastic: 3.0–4.0× nominal diameter (or use threaded inserts)
Step 2: Identify the Environment
Map the installation location to a corrosion category:
- Indoor, dry, non-condensing: Carbon steel + zinc electroplate
- Indoor, humid or wash-down: Stainless 304 or zinc-nickel plate
- Outdoor, non-marine: Hot-dip galvanized or stainless 316
- Marine, coastal, chemical: Stainless 316 or specialized coatings (Dacromet, Geomet)
- High-temperature (>200°C): Alloy steel with appropriate certification — zinc platings fail above ~150°C
Step 3: Choose Thread Type
| Situation | Thread Recommendation |
|---|---|
| Tapped metal hole (steel) | Metric or UNC/UNF machine thread |
| Tapped aluminum or soft metal | Fine thread or coated (prevents galling) |
| Plastic mounting boss | Thread-forming screw or brass insert |
| Sheet metal (≤3mm) | Self-tapping (Type B or AB) |
| Wood / engineered wood | Wood screw or structural screw |
| Concrete / masonry | Concrete anchor screw (ICC-listed) |
Step 4: Specify Drive Type
If you’re running high-volume production: Torx or hex socket. The near-zero cam-out reduces bit wear dramatically. In one documented case from a contract electronics manufacturer, switching from Phillips to Torx on M3 machine screws reduced bit replacement frequency by 70% and eliminated stripped-drive rework.
If you need one-handed operation (common in service and repair): Robertson (square) or Torx — both hold the fastener on the bit without magnets.
If you’re matching existing hardware: match exactly. Mixing Phillips and Pozidriv bits in the same assembly creates rework when technicians grab the wrong bit.
Step 5: Verify with Torque Specification
Every screw installation that matters should have a torque value. Reference sources:
- Machinery’s Handbook (27th+ edition) tables for metric and UNC/UNF torque values by grade
- Your fastener manufacturer’s published torque tables (grades, coatings, and lubrication all affect the torque-to-clamp-force relationship)
- ISO 898-1 (mechanical properties of carbon and alloy steel fasteners) for metric grades
A lubricated fastener requires 15–30% less torque than a dry one to achieve the same clamping load — a detail that trips up specifications routinely when assembly operators apply thread-locking compound without reducing the torque spec.
Future Trends in Screw Technology (2026+)
The screw is not a static technology. Three trends are reshaping fastener design and selection in production environments.
Smart Fasteners and Torque Monitoring
Embedded torque-sensing washers and in-tool torque data logging are moving from aerospace to mainstream production. Several automotive OEMs now require torque traceability on safety-critical fasteners — each tightening event logged with timestamp, torque achieved, and operator ID. This is creating demand for fasteners compatible with electronic tightening system interfaces and for torque-to-yield (TTY) bolts that give a measurable torque signature at yield.
Sustainable Materials and Coatings
The EU REACH regulation and similar frameworks are accelerating the phase-out of hexavalent chromium (Cr6+) coatings — which historically offered excellent corrosion resistance but are carcinogenic. Trivalent chromium passivation and zinc-flake coatings (Geomet, Magni) are now the standard replacement and in many applications outperform the traditional Cr6+ systems on corrosion resistance at equal film thickness.
Recycled-content steel screws are entering the market as producers certify higher recycled scrap content in their steel billets without sacrificing mechanical properties. This matters for ESG supply-chain reporting requirements that are now standard in automotive and electronics tier-1 supplier qualification.
Self-Locking Thread Geometries
Traditional thread locking (split washers, nylon inserts, thread-locking adhesives) has drawbacks: split washers compress in high-cycle joints, nylon inserts degrade at temperature, and liquid locking compounds require cure time and temperature. New patented thread geometries (e.g. Spiralock’s 30° ramp thread form, and several Asian fastener patents) provide vibrational resistance through geometric self-locking rather than chemical or mechanical add-ons, with no reduction in reusability. Adoption is accelerating in automotive and industrial equipment where heat or chemical exposure rules out conventional locking methods.
Frequently Asked Questions
What is the difference between a screw and a bolt?
A screw threads into a tapped hole or its own thread path; a bolt passes through clearance holes and is tightened by a nut. The same fastener can technically be either, depending on how it is installed.
What is a screw in physics?
In physics, a screw is one of the six classical simple machines. It is defined as an inclined plane wrapped around a cylinder, converting rotational motion (torque) into linear force with a mechanical advantage determined by the ratio of the circumference traveled per revolution to the pitch advance per revolution.
What is a screw used for?
Screws are used to join two or more parts, prevent relative motion, transmit power (as in lead screws and ball screws), clamp materials during machining, and convert rotary motion to linear motion in mechanisms.
How does a screw work as a simple machine?
Each rotation of the screw moves it one pitch distance forward while the full circumference of the driving circle is traversed. The mechanical advantage = (2π × driving radius) ÷ pitch. A longer driver or finer pitch increases the mechanical advantage and the clamping force achievable.
What is the difference between a wood screw and a machine screw?
Wood screws have a tapered shank, coarse thread, and sharp tip optimized to bite into and pull wood fibers together. Machine screws have a uniform shank, precise thread pitch, and blunt tip designed to thread into a tapped metal or plastic hole with controlled fit.
What does screw grade or property class mean?
The grade (imperial) or property class (metric) describes the mechanical properties of the fastener material — primarily tensile strength and proof load. Grade 5 / Class 8.8 is the standard for most commercial applications; Grade 8 / Class 10.9 for high-strength; Class 12.9 for the highest-performance applications. Higher grades cost more and require more careful torque control.
Can I use a stainless steel screw with an aluminum part?
Yes — and it is actually recommended. Stainless and aluminum have a low galvanic potential difference and are compatible in most environments. The combination is far better than using carbon steel screws with aluminum, where galvanic corrosion (and thread galling) is a persistent problem. Use 316 stainless in marine or high-humidity environments and consider anti-seize compound on the threads to prevent galling.
What is thread pitch and why does it matter?
Thread pitch is the distance (in mm for metric, or threads per inch for imperial) between adjacent thread crests. Finer pitch = smaller pitch number = more threads per unit length = higher clamping force per unit torque + better vibration resistance but slower installation. Coarser pitch = faster installation, more forgiving in dirty or damaged holes. For most production machine screws, the standard (coarse) pitch is the default; fine pitch is specified only when vibration resistance or limited grip length requires it.
Conclusion
A screw is fundamentally a mechanical force multiplier — converting the small rotational input of a driver into the large linear clamping force that holds modern assemblies together. Understanding what a screw is at the mechanical level (thread geometry, torque-to-clamp-force relationship, thread engagement rules) is the foundation for making every downstream decision correctly: which type to specify, which material for the environment, which drive for the production volume, and which torque to apply.
For production environments at any scale, the key discipline is systematic specification rather than habitual selection. Most fastener failures trace back to defaulting to “whatever was on the shelf” rather than asking five questions: What load? What environment? What material? What drive? What torque? Apply those five questions consistently, and screw failures become rare exceptions rather than regular rework items.
Explore our full range of production screws engineered for demanding manufacturing environments — or contact our application engineers for help specifying the right fastener for your assembly.
Related Products
Solutions & Cluster
Related Articles
- Security Bolts: Complete Guide to Types, Applications & Choosing the Right Fastener
- Sex Bolt: The Complete Guide to Barrel Nuts, Chicago Screws, and Through-Bolting Fasteners
- Bolt Nut Stainless Steel: Grades, Pairing, and Buying Guide
- Bolts and Screws: The Complete Guide to Types, Differences, and Choosing the Right Fastener
- Bolt Screw Guide: Types, Differences, Sizes, and Industrial Applications
- Thread Forming Screws: Complete Guide to Types, Uses & Selection
- Nylon Nut Guide: Types, Applications, and How to Choose the Right One
- Metal Fasteners: Types, Materials, and How to Choose the Right One




