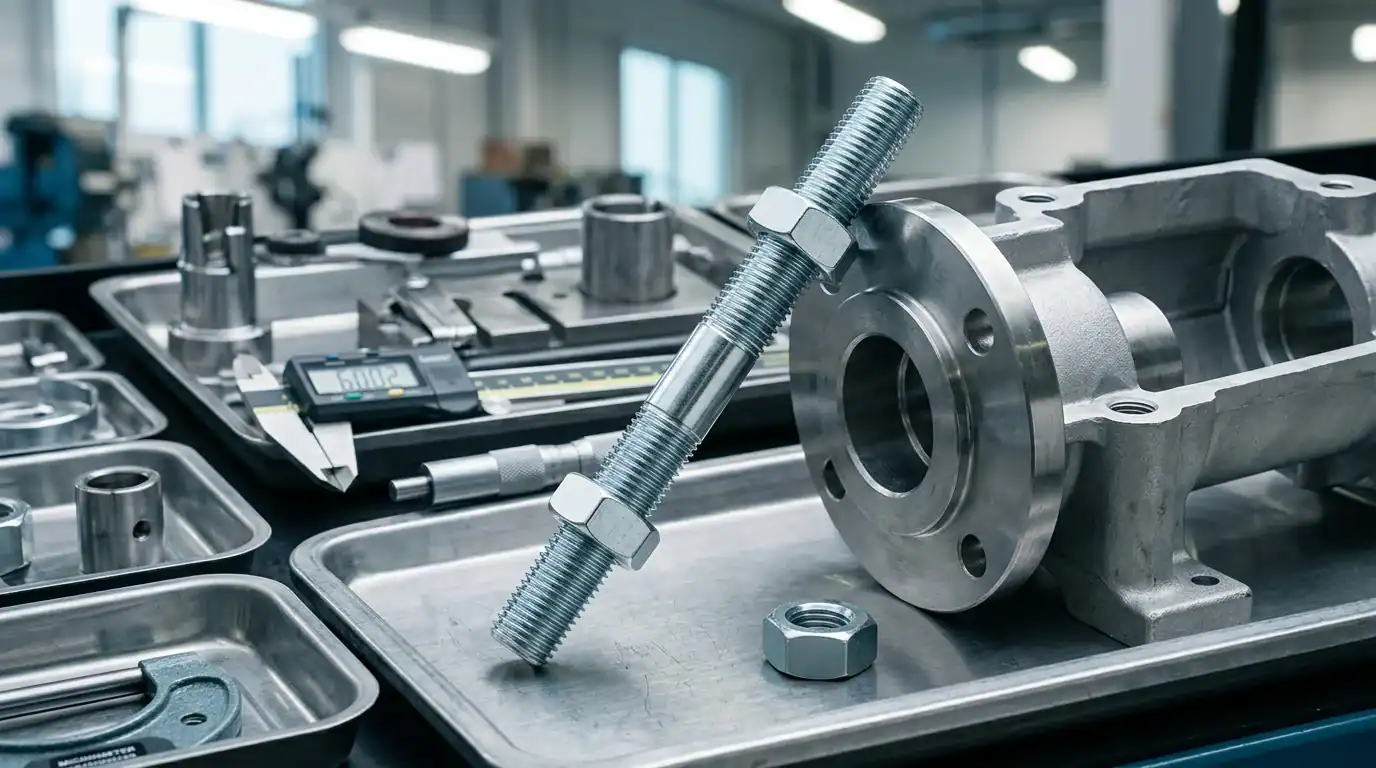
A double threaded bolt is a stud-style fastener with threads on both ends, used when two parts need strong, repeatable clamping.
If you search for a double threaded bolt, you usually are not looking for a generic bolt. You are trying to identify a very specific fastener shape: threads on both ends, a center section that may be plain or partly threaded, and a use case where one side stays anchored while the other side receives a nut or another mating part.
That sounds simple. It is not. In purchasing and maintenance work, double threaded bolt can refer to a double-end stud, a tap-end stud, a hanger bolt for wood, a male-male standoff, or even a fully threaded rod cut to length and used like a stud. Most search results do a poor job separating those forms, and the top results for this keyword are mostly product listings rather than explanations.
This guide fills that gap. It explains what a double threaded bolt actually is, where it fits against studs and threaded rod, how to choose material and thread pattern, which mistakes create field failures, and what industrial buyers should put on the purchase order before a part ever ships.
What is a double threaded bolt?
A double threaded bolt is a fastener with threads on both ends, usually designed to anchor into one component and clamp another component with a nut or threaded hole.
The cleanest engineering language is that a double threaded bolt is usually a stud-type fastener, not a conventional hex-head bolt. A standard bolt has one head and one threaded end. A double threaded bolt has no head and relies on the two threaded ends to perform two different jobs in the joint.
In practice, the term gets used in several ways:
- A double-end stud with equal or near-equal thread lengths on both ends.
- A tap-end stud with one shorter engagement end and one longer nut end.
- A hanger bolt with wood screw threads on one side and machine threads on the other.
- A made-to-order stud with custom center length for flanges, motor mounts, castings, or repair work.
That distinction matters because if you order only by the phrase double threaded bolt, suppliers may quote different products for the same inquiry. McMaster-Carr’s double-end bolt category makes this especially visible: the catalog groups multiple stud-like forms under a product family that buyers often describe with the same casual label.
Why the term confuses buyers
The confusion usually comes from four overlapping habits:
- Maintenance teams call any headless fastener a bolt.
- Drawings may use “stud,” “double ended stud,” and “double threaded bolt” interchangeably.
- Hardware stores often lump hanger bolts into the same mental category.
- Search engines reward product pages, not terminology pages.
We see this on RFQs all the time. One buyer wants a double threaded bolt for a pump casing and means ASTM A193 B7 studding. Another wants a double threaded bolt for a sofa leg and actually needs a zinc-plated hanger bolt. Same words. Very different fasteners.
How a double threaded bolt differs from a standard bolt
A standard bolt uses a head for drive and clamping, while a double threaded bolt uses two threaded ends and usually no head at all.
| Feature | Standard hex bolt | Double threaded bolt | Why it matters |
|---|---|---|---|
| Head | Yes | No | Installation method changes |
| Thread layout | One threaded end | Two threaded ends | Joint design changes |
| Typical use | Through-hole with nut | Embedded end plus clamping end | Better for castings, flanges, repairs |
| Replacement cycle | Remove whole bolt | Often leave one end in place | Faster service maintenance |
| Common confusion | Screw vs bolt | Stud vs hanger bolt vs rod | Wrong part gets quoted |
The phrase double threaded bolt is therefore useful as a starting point, but it is not enough specification language on its own.
Types of double threaded bolt products you will actually encounter
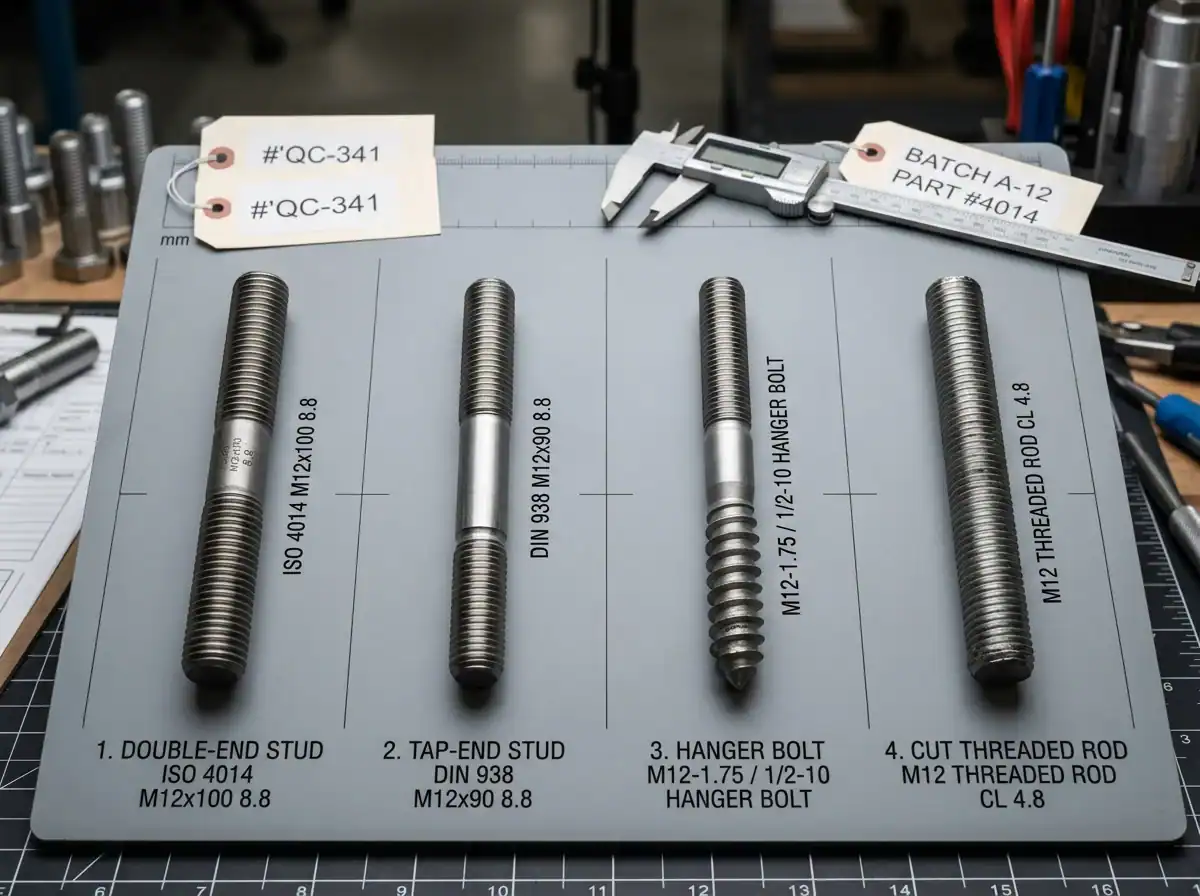
The main double threaded bolt families are double-end studs, tap-end studs, hanger bolts, and custom studs made from threaded or partially threaded stock.
This is where most competitor content is weak. Searchers do not need another vague paragraph about “construction fasteners.” They need a sorting system.
Double-end studs
A double-end stud is the closest textbook match to the phrase double threaded bolt.
These parts have threads on both ends with a center body between them. In many industrial designs, the thread length on each end is equal or close to equal. One end threads into a tapped hole or mating body, while the other protrudes outward so a washer and nut can clamp the joint.
Typical uses:
- Pumps and valve bodies
- Pipe flanges
- Gearbox housings
- Engine and exhaust assemblies
- Fixtures that need repeated teardown
If your application resembles a flanged joint or a machine assembly where one side stays buried in a casting, a double threaded bolt is usually this kind of stud.
Tap-end studs
A tap-end stud is a double threaded bolt with unequal thread lengths because one side is meant to stay seated in the tapped part.
This style is common when the base material is relatively expensive, difficult to retap, or prone to wear from repeated bolt replacement. The short end is installed into the base component. The longer end remains exposed for the nut. If the nut-side threads wear out, the stud can often be replaced without further damaging the tapped hole in the main body.
In practice, this is one of the best reasons to choose a double threaded bolt over a conventional bolt: you protect the parent material.
Hanger bolts
A hanger bolt is a special double threaded bolt with wood threads on one side and machine threads on the other.
This version shows up in furniture feet, wall-mount brackets, timber connections, and light fixture hardware. It is still a double threaded bolt in common speech, but it is not interchangeable with a machine stud. The wood-thread side cuts into wood or a wall anchor, while the machine-thread side accepts a nut or female fitting.
That difference matters because buyers often compare industrial double-end studs with hardware-store hanger bolts and assume the only variable is diameter. It is not. Thread form, core strength, plating, and installation method are all different.
Fully threaded rod cut as a substitute
A cut piece of threaded rod can act like a double threaded bolt, but it is not automatically an equivalent part.
For urgent maintenance jobs, crews sometimes cut all-thread rod and use nuts on both sides as a field substitute. That can work for low-risk joints, fixtures, temporary repairs, or basic anchors. It is a poor habit when the original part depended on:
- Controlled thread fit
- A smooth center shank
- Specific end engagement lengths
- Heat-treated material and traceability
- Tight straightness requirements
Short sentence. A substitute is not a specification.
Comparison table for fast selection
| Type | End 1 | End 2 | Best use | Common buyer mistake |
|---|---|---|---|---|
| Double-end stud | Machine thread | Machine thread | Flanges, castings, machinery | Calling it a generic bolt |
| Tap-end stud | Short machine thread | Longer machine thread | Repeated servicing of tapped bodies | Ignoring engagement length |
| Hanger bolt | Wood thread | Machine thread | Furniture, timber, brackets | Using it in metal joints |
| Cut threaded rod | Machine thread | Machine thread | Temporary or low-risk repairs | Assuming same strength/fit as a stud |
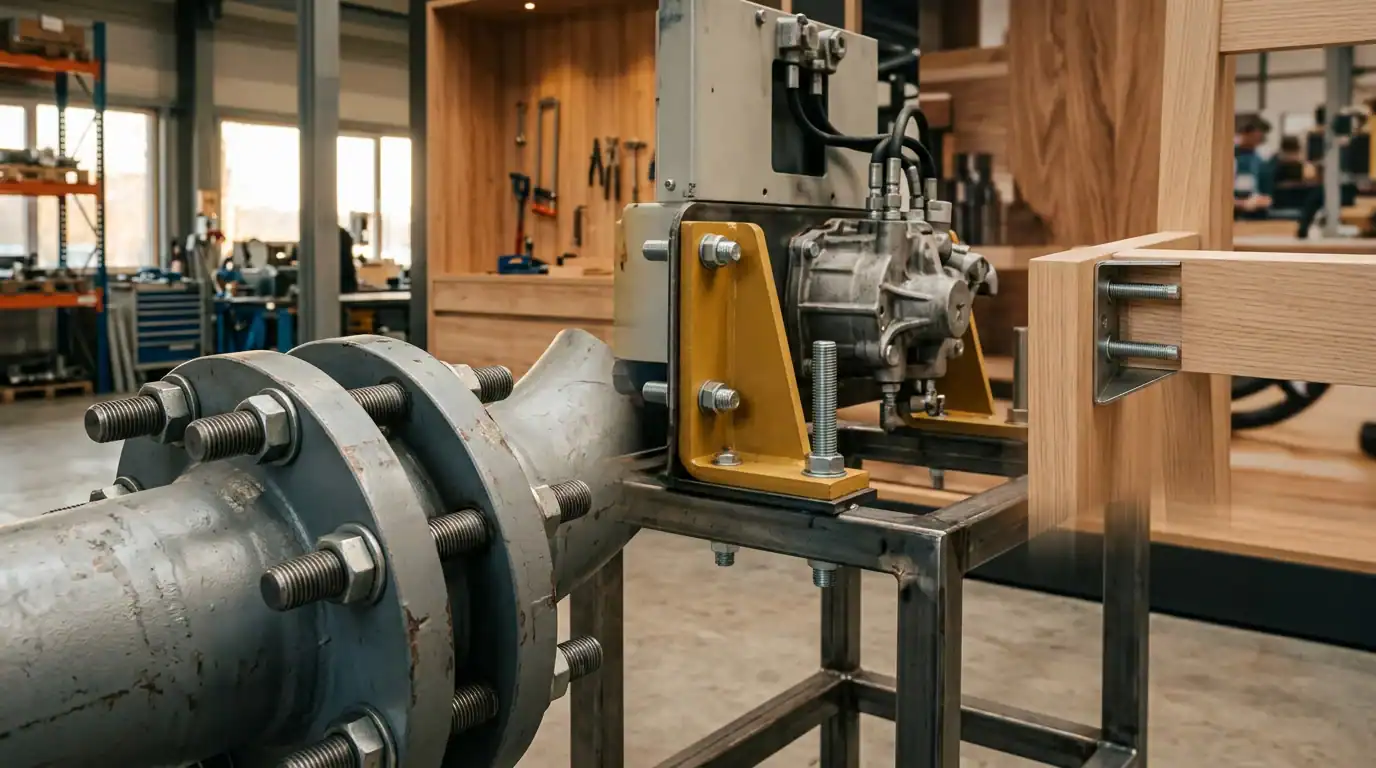
Where a double threaded bolt works best in industrial applications
A double threaded bolt works best when one side should remain fixed in the base material and the joint will be assembled or serviced repeatedly from the exposed side.
The reason engineers keep specifying a double threaded bolt is not fashion. It solves real joint-design problems.
Flange and pressure-joint assemblies
A double threaded bolt is often preferred in flanged joints because it improves alignment, protects the tapped body, and makes repeated maintenance cleaner.
Studded flange joints are common in piping, valves, pumps, heat exchangers, and process equipment. One advantage is alignment. When a double threaded bolt or stud is already set, the gasket and mating flange can slide over the projecting ends, which simplifies assembly compared with juggling loose bolts in tight spaces.
This also connects naturally to ASTM A193 stud bolting, because high-temperature and pressure-service joints often use stud-and-nut systems rather than ordinary bolts. According to ASTM’s fastener standards overview, threaded fasteners are evaluated by material, dimensional, mechanical, and metallurgical properties, which is exactly why spec language matters so much in these assemblies.
Castings, soft base materials, and repair-friendly joints
A double threaded bolt reduces wear on the parent material because you stop turning a bolt directly in and out of the tapped hole every service cycle.
This matters in aluminum housings, cast iron bodies, coated parts, and expensive machine frames. We have seen maintenance teams destroy perfectly usable equipment bodies because they kept removing ordinary bolts from tapped castings during routine access. A double threaded bolt converts that wear point into a replaceable stud instead.
The working rule we use is simple:
- If the parent part is expensive or hard to repair, favor a studded joint.
- If service happens often, favor a studded joint.
- If alignment matters during reassembly, favor a studded joint.
That judgment will save more downtime than another round of price haggling.
Wood-to-metal and furniture hardware
A hanger-style double threaded bolt is ideal when one side needs to bite wood and the other side must accept machine hardware.
For stool legs, sofa feet, display fixtures, and light architectural pieces, a double threaded bolt is usually selected because a single fastener bridges two connection systems. The wood side creates holding power in timber or a plastic insert. The machine side makes repeatable assembly possible with a nut, threaded socket, or bracket.
This is also where buyers most often under-specify plating. Indoor furniture hardware can live with zinc plating or decorative finishes. Humid export packaging, kitchen use, and light outdoor exposure usually cannot.
Heavy vibration or heat service
A double threaded bolt can outperform a standard bolt in high-vibration or thermal-cycling joints, but only when the material, nut system, and preload strategy are chosen correctly.
A studded joint makes it easier to control preload consistently because the stud can stay seated while torque is applied at the nut. NASA’s Fastener Design Manual remains a useful engineering reference here because it treats thread engagement, preload, and joint behavior as system variables rather than isolated catalog features.
Here is where it gets nuanced: a double threaded bolt is not automatically safer under vibration. If you use poor nuts, mixed thread classes, bad lubrication assumptions, or inadequate engagement, the joint will still loosen or fail. The shape helps. The specification still decides the outcome.
How to size and specify a double threaded bolt correctly
A double threaded bolt should be specified by diameter, thread standard, thread length on each end, body length, material, finish, and application context, not by overall length alone.
This is the section procurement teams need most. The phrase double threaded bolt is too broad to buy from safely without additional fields.
Start with the thread system
Choose the thread standard first, because a double threaded bolt that looks right can still be unusable if the pitch is wrong.
Common options include:
- Metric coarse and metric fine
- UNC and UNF
- Custom pitch for legacy equipment
- Wood-thread plus machine-thread combinations for hanger bolts
If the joint is part of an existing machine, do not guess. Measure it or confirm it from the drawing. A surprising number of “wrong supplier” complaints are actually thread-pitch mistakes. If you need a refresher, the site’s thread pitch guide explains how pitch changes engagement and preload behavior.
Define both end lengths separately
A double threaded bolt should list anchor-side thread length and nut-side thread length as separate dimensions whenever the application is not symmetrical.
That sounds obvious. Many RFQs still miss it.
For example, a maintenance buyer may request:
- M12 diameter
- 120 mm overall length
- “double threaded”
That is incomplete. The supplier still does not know whether the part needs:
- 25 mm engagement into the base and 35 mm exposed for nutting
- Equal thread on both ends
- A plain center shank
- Rolled threads or cut threads
We normally force the drawing or PO to answer those questions before quoting production.
Material and grade come next
Material choice determines whether a double threaded bolt is suitable for indoor furniture, structural machinery, corrosive washdown, or elevated temperature service.
Use cases split quickly:
- Low-cost furniture or hardware: carbon steel, often zinc plated
- General machinery: medium carbon steel or alloy steel
- Corrosion resistance: 304 or 316 stainless
- High-temperature pressure joints: stud grades aligned with the service standard, often A193-family materials
According to Grainger’s double-end threaded rod and stud catalog, buyers routinely filter these parts by material class because stainless, alloy steel, and carbon steel serve very different environments. That sounds basic, but it is exactly where many “same dimensions, wrong performance” failures begin.
Use a table instead of a vague note
The safest purchase order for a double threaded bolt is a structured line item, not a casual description.
| Spec field | Example | Why it must be explicit |
|---|---|---|
| Product type | Double-end stud | Prevents hanger-bolt confusion |
| Diameter and pitch | M12 x 1.75 | Stops thread mismatch |
| Overall length | 120 mm | Controls assembly envelope |
| End A thread length | 25 mm | Controls anchor engagement |
| End B thread length | 35 mm | Controls exposed clamp length |
| Center body | 60 mm plain shank | Changes alignment and shear behavior |
| Material | ASTM A193 B7 / 304 SS / zinc steel | Drives strength and environment fit |
| Finish | Plain, zinc, hot-dip, passivated | Drives corrosion behavior |
| Nut requirement | 2H heavy hex, standard hex, flange nut | Prevents mismatched assembly |
One table on an RFQ will do more work than five follow-up emails.
Double threaded bolt material, coating, and failure risks
The right double threaded bolt material depends on load, corrosion, temperature, and whether the joint is meant for repeated maintenance or one-time assembly.
Material selection is where “looks similar” becomes expensive.
Carbon steel for economy and general use
Carbon steel is the default double threaded bolt material when cost matters and the environment is controlled.
For indoor equipment, furniture hardware, fixtures, and non-corrosive machinery, carbon steel is often enough. Zinc plating improves short-term atmospheric resistance and appearance, but it should not be oversold as true outdoor protection. A double threaded bolt in ordinary zinc plate is fine for a dry warehouse. It is a risky choice for a coastal enclosure.
Stainless steel for corrosion resistance
Stainless is the better double threaded bolt choice for moisture, sanitation zones, and appearance-critical service where rust staining is unacceptable.
304 is a common balance point. 316 is more appropriate in chloride-rich or marine-adjacent environments. The tradeoff is lower yield strength relative to many heat-treated alloy steel stud grades. Buyers sometimes upgrade corrosion performance and unintentionally downgrade strength margin. That swap needs to be intentional, not accidental.
Alloy steel and stud-bolt grades
Alloy steel double threaded bolt products are usually chosen when preload, heat, or joint reliability matters more than corrosion appearance.
For process equipment and heavy industrial service, the conversation moves toward stud-bolt grades, proof load, and nut pairing. The site’s screw, nut, and bolt selection guide covers this broader decision logic well, but the key point for a double threaded bolt is that you should specify the grade family, not just the shape.
Two practical data points matter here:
- We treat property class 8.8 as the basic threshold for many general machine joints because it corresponds to roughly 800 MPa minimum tensile strength in metric property-class language.
- For pressure-service studding, buyers often move to materials such as ASTM A193 B7, where the expected strength band is much higher than commodity hardware-store studs.
Those numbers are not decorative. They tell you whether the part belongs in a table leg, a motor mount, or a hot flange joint.
Common failure modes buyers overlook
Most double threaded bolt failures come from wrong specification habits, not from the concept of the stud itself.
The repeat offenders are:
- Wrong pitch on one mating side
- Too little engagement into the base
- Thread damage during installation
- Nut-side exposure too short for full washer and nut stack
- Galvanic mismatch in wet environments
- Using cut threaded rod where a real stud was required
According to the University of Florida fastener reference, threaded fastener behavior depends heavily on joint design and preload, not just nominal size. That matches field reality. We rarely see a double threaded bolt fail because two threaded ends were a bad idea. We see failures because the joint was specified lazily.
How to install a double threaded bolt without damaging the joint
A double threaded bolt should be installed with controlled engagement, proper nut pairing, and a torque method that matches the material and service condition.
Good installation is where design intent becomes actual reliability.
Install the anchored side correctly
The anchored side of a double threaded bolt should be seated to the intended engagement depth, not buried arbitrarily.
If the stud bottoms out where it should have clamped on thread friction, preload assumptions change. If it stops short, the exposed side may not leave enough usable length for the nut stack. For repair work, we usually mark target engagement with a paint line before installation. It is simple. It prevents a surprising number of rework cycles.
Protect the exposed threads
The exposed side of a double threaded bolt should stay clean and straight because it controls final assembly and serviceability.
This matters on construction sites and in mixed-part bins. If threads are dinged before the flange or bracket ever goes on, crews force the nut anyway, then blame the supplier. In reality, handling damage often happened on site.
Match the nut and washer system
A double threaded bolt is only half the joint; the nut and washer stack decide whether clamp load stays where you need it.
Use plain washers, hardened washers, flange nuts, lock nuts, or prevailing-torque nuts according to the application. Do not mix a strong stud with a weak nut and assume the higher grade wins. It does not. The joint will fail at the weakest threaded interface.
Follow a sequence, not a guess
Studded joints need a repeatable tightening sequence, especially in flanges and multi-fastener patterns.
- Hand-start the hardware and confirm thread compatibility.
- Seat the anchored side of the double threaded bolt to the target depth.
- Fit the mating component, washer, and nut.
- Snug in sequence if multiple studs share the load.
- Apply final torque in steps, not in one abrupt hit.
Short sentence. Fast torque is bad torque.
For pressure-joint work, NASA’s fastener manual and industrial flange practice both point to the same lesson: preload consistency matters more than speed. A rushed stud installation is often more dangerous than an undersized wrench.
| Installation issue | What it looks like | Root cause | Better practice |
|---|---|---|---|
| Stud backs out during nut tightening | Anchor side rotates | Too little seating friction or wrong method | Use the right installation method and engagement depth |
| Nut stops early | Binds before clamp | Thread damage or wrong pitch | Gauge threads before forcing assembly |
| Joint loosens after service | Clamp load drops | Poor nut choice or uneven torque | Use locking strategy and sequence torque |
| Base threads strip | Parent material fails | Over-torque or too-short engagement | Increase engagement or use insert/stud strategy |

How to choose the right double threaded bolt for procurement in 2026
The best double threaded bolt for procurement is the one whose type, end geometry, material, and service environment are all written explicitly before quoting starts.
Search behavior in 2026 is telling. Buyers are moving from vague search phrases toward specific application language because misquotes waste too much time. The top SERP for this keyword still leans heavily toward catalog pages and product listings, which means a content page has to do more than define the part. It has to teach selection logic.
A practical buyer checklist
Use a buyer checklist whenever the words double threaded bolt appear on an RFQ, because the phrase alone is not enough to manufacture from.
- Is this really a double-end stud, a tap-end stud, or a hanger bolt?
- What thread standard belongs on each end?
- Are both threaded ends the same length?
- Is the center body plain, threaded, or partly relieved?
- What environment will the double threaded bolt see?
- Does the joint need traceable grade, certificate, or lot marking?
- Is cut threaded rod an acceptable substitute or not?
That checklist is especially important when the part crosses from maintenance purchasing into production supply. A maintenance crew may tolerate a field workaround. A production line usually should not.
When custom manufacturing is the right move
Custom production is usually justified when a double threaded bolt needs non-standard end lengths, special coating, unusual material, or repeat-order consistency.
We see custom orders become the right answer in four recurring situations:
- Imported machinery with legacy dimensions
- Visible assemblies where finish consistency matters
- Flange joints that need exact stud projection
- Export programs that need documentation and repeatability
Most guides stop at “measure the old part.” That is necessary but incomplete. A better procurement habit is to ask what problem the old part was solving. Sometimes the replacement should not copy the old part exactly; it should correct a known weakness in engagement, coating, or material.
2026 market direction
In 2026, double threaded bolt demand is splitting into two stronger lanes: low-cost mixed-hardware supply for furniture and fixtures, and tighter-spec studding for industrial maintenance.
That split changes how buyers should talk to suppliers. Generic terms are still tolerated in low-risk retail channels. They are getting less acceptable in OEM and industrial supply chains. The trend is toward:
- More exact thread-callout language
- More lot traceability for studding
- More stainless demand in humid export products
- More replacement of loose-bolt service joints with studded assemblies
This is also where a content page can outrank product pages: product pages show inventory, but they rarely explain why one double threaded bolt design prevents parent-thread wear while another simply creates a cheaper but less reliable substitute.
FAQ about double threaded bolt selection and use
These are the buyer questions that come up most often when double threaded bolt options are compared for machinery, flanges, wood-to-metal hardware, and replacement parts.
What is a double threaded bolt used for?
A double threaded bolt is used when one end should stay anchored and the other end should clamp a mating part with a nut or threaded connection. Common uses include flanges, pump bodies, castings, machinery mounts, furniture hardware, and wood-to-metal connections.
The practical bottom line: choose the type by joint function, not by search phrase alone.
Is a double threaded bolt the same as a stud?
Often yes in casual speech, but not always in specification language. A double threaded bolt is usually a stud-style fastener, especially when both ends use machine threads. But hanger bolts and custom male-male connectors are also described that way.
The practical bottom line: write double-end stud or hanger bolt when you need precision.
What is the difference between a double threaded bolt and threaded rod?
A double threaded bolt is usually a defined stud geometry, while threaded rod is continuous thread stock used more flexibly. Threaded rod can substitute in some repairs, but it may not match material grade, straightness, shank design, or end geometry.
The practical bottom line: use rod only when the application truly allows it.
Can a double threaded bolt go into wood?
Yes, but only hanger-bolt styles are meant for wood engagement. A machine-thread double-end stud should not be driven directly into wood and expected to hold like a wood-thread fastener.
The practical bottom line: wood applications need the correct thread form on the embedded side.
How do I measure a double threaded bolt?
Measure diameter, pitch, overall length, thread length on each end, and the body section between them. Do not stop at overall length. The two thread zones often matter more than the total body length.
The practical bottom line: dimension each functional section separately.
What material is best for a double threaded bolt outdoors?
Stainless is usually safer outdoors than zinc-plated carbon steel, but the final choice depends on load and corrosion severity. 304 works in many mild outdoor conditions. 316 is better around chlorides. Alloy steel studding may still be required where preload matters most.
The practical bottom line: match corrosion performance and strength together, not one at a time.
When should I specify a custom double threaded bolt instead of buying off the shelf?
Specify custom production when standard catalog geometry does not match the joint, the environment is demanding, or repeat-order consistency matters. If the joint needs exact end lengths, specific projection, special coating, or traceable grade, custom supply is usually worth it.
The practical bottom line: custom pays for itself when wrong geometry creates downtime.
Conclusion
A double threaded bolt is not just a bolt with thread on both ends. It is usually a stud-based solution for joints that need fixed anchoring, repeatable assembly, better alignment, or reduced wear on the parent material. Once you separate double-end studs, tap-end studs, hanger bolts, and threaded-rod substitutes, the buying decision becomes much clearer.
If you are sourcing a double threaded bolt for production or maintenance, write the specification the way the joint actually works: define the type, the thread system, the end lengths, the material, the finish, and the service environment. That one discipline will eliminate most quoting mistakes and a large share of avoidable field failures. For related sizing and studding decisions, continue with What Are Screw Studs?, All Thread Rod Complete Guide, and Thread Pitch Explained.
Related Products
Solutions & Cluster
Related Articles
- Fasteners, Screws & Bolts: The Complete Selection Guide
- Nylon Insulation: Essential Guide to Properties & Applications in Electronics
- Rivet Nut Ultimate Guide: Installation, Selection & Applications for 2026
- Security Bolts: Complete Guide to Types, Applications & Choosing the Right Fastener
- Anti Theft Screws for Licence Plate: The Complete Buyer’s Guide (2026)
- Brass Washers: Types, Sizes, Uses & Complete Buying Guide (2025)
- Tamper Proof Bolts: The Complete Guide to Types, Materials & Selection
- Decorative Screws: Types, Finishes, Materials & Buying Guide




