A metric thread is an ISO screw thread identified by millimeter diameter and pitch, used worldwide for bolts, nuts, studs, and tapped industrial parts.

If you work in sourcing, design, machining, maintenance, or fastener export, metric thread questions show up early and then keep showing up. The first drawing review asks whether the callout is coarse or fine. The RFQ asks whether an M10 should be supplied as M10 x 1.5 or M10 x 1.25. The production team asks which tap drill is correct. The quality team asks whether the gauge and pitch diameter method match the print. One thread callout. Four departments. Plenty of ways to make a preventable mistake.
Most competing pages for metric thread stop at a chart. That is useful, but it is not enough for industrial buying or application work. Buyers on productionscrews.com usually need more than a size list. They need the logic behind designation, coarse versus fine selection, tolerance and fit implications, material compatibility, manufacturing checks, and the common failure points that appear when a standard fastener is applied in a real assembly.
This guide covers the gaps the top search results leave behind: what a metric thread actually means, how pitch and profile affect fit, how metric thread standards connect to procurement and machining, where coarse and fine threads belong, how to read the most common callouts, and what industrial teams should verify before placing an order.
What Is a Metric Thread?
A metric thread is a screw thread system based on millimeter dimensions, normally using the ISO 60-degree profile and a designation built from nominal diameter and pitch.
At the simplest level, a metric thread is identified with the letter M, a nominal diameter in millimeters, and sometimes a pitch value. So M8 x 1.25 means an 8 mm nominal major diameter and a 1.25 mm thread pitch. If a callout is written as M8 with no pitch, the default interpretation is usually the standard coarse pitch for that diameter.
That sounds simple. It is simple. Then the mistakes begin. We regularly see buyers mix up pitch with lead, diameter with tapping drill size, or metric coarse with whatever thread happens to fit by hand in a shop test. Those errors are small on paper and expensive in production.
Which standard defines metric thread geometry?
The geometry of a general-purpose metric thread is defined by ISO thread standards, not by supplier preference or machine shop habit.
According to the official ISO 261 standard overview, ISO general-purpose metric screw threads use the M series designation and build from the basic profile defined in ISO 68-1. That matters because a metric thread is not just “a thread measured in millimeters.” It is a standardized system with defined profile, preferred diameter-pitch combinations, and associated tolerance rules.
For a practical geometry summary, Engineering ToolBox’s ISO 724 metric thread page notes that the included thread angle is 60 degrees and gives the standard designation pattern for nominal diameter and pitch. That is one of the easiest ways to explain the difference between a true metric thread and a similar-looking non-metric or non-ISO profile.
How is a metric thread written on drawings and RFQs?
A metric thread callout normally states the thread series, nominal diameter, pitch when required, and sometimes the tolerance class or handedness.
You will often see:
M6M10 x 1.5M12 x 1.25M20 x 2.5 - 6gM16 x 1.5 LH
The logic matters:
Mmeans ISO metric thread.- The first number is nominal diameter in millimeters.
- The second number, when shown, is pitch in millimeters.
6gor similar indicates tolerance class for external threads.LHmeans left-hand.
Most purchasing mistakes happen because only half of that information is copied from the print into the PO. We have seen RFQs that say M12 bolt when the drawing required fine pitch and plated mating nuts from a gauged tolerance class. The price quote looked fine. The assembly did not.
Why does metric thread dominate global industrial fasteners?
Metric thread dominates because it is standardized, internationally recognized, easy to scale by size, and deeply integrated into modern industrial hardware supply chains.
That is why you find metric thread callouts across automotive components, machinery frames, rail fasteners, industrial enclosures, precision assemblies, and export hardware. A common standard lowers sourcing friction. It also improves compatibility across suppliers, provided the callout is complete and the tolerances are understood.
In practice, a globally sourced fastener program becomes much easier when the engineering team standardizes around a verified metric thread family instead of mixing inch and metric systems by habit.
| Metric thread term | What it means | Why buyers care |
|---|---|---|
| Nominal diameter | Outside thread size in mm | Sets the mating hardware family |
| Pitch | Distance from one thread crest to the next | Controls fit and interchangeability |
| Coarse pitch | Default standard pitch for a given size | Easiest sourcing and strongest field interchangeability |
| Fine pitch | Smaller pitch on same nominal diameter | Better adjustment and more engaged threads, but tighter sourcing |
| Tolerance class | Allowed variation in thread size | Affects gauge results, fit, and plating decisions |
Metric Thread Standards, Profile, and Designation
A metric thread system only works well when the team understands both the profile rules and the designation rules.
This is one of the biggest content gaps in the top search results. A chart is not the same thing as understanding what the chart means.
ISO profile basics
The standard general-purpose metric thread uses a symmetric 60-degree V-profile with defined relationships between pitch, thread height, and truncation.
The Wikipedia overview of ISO metric screw thread gives a concise public summary: the system is based on a 60-degree thread angle and uses metric dimensions for nominal diameter and pitch. For engineering teams, that matters because profile geometry affects mating, gauge selection, pitch diameter interpretation, and machining setup.
Here is where it gets practical. A shop may be able to “make something that screws in,” but that does not guarantee compliant metric thread performance. If the pitch diameter drifts, the flank form is wrong, or the coating buildup changes fit, the thread may assemble once and fail later under vibration or repeated service.
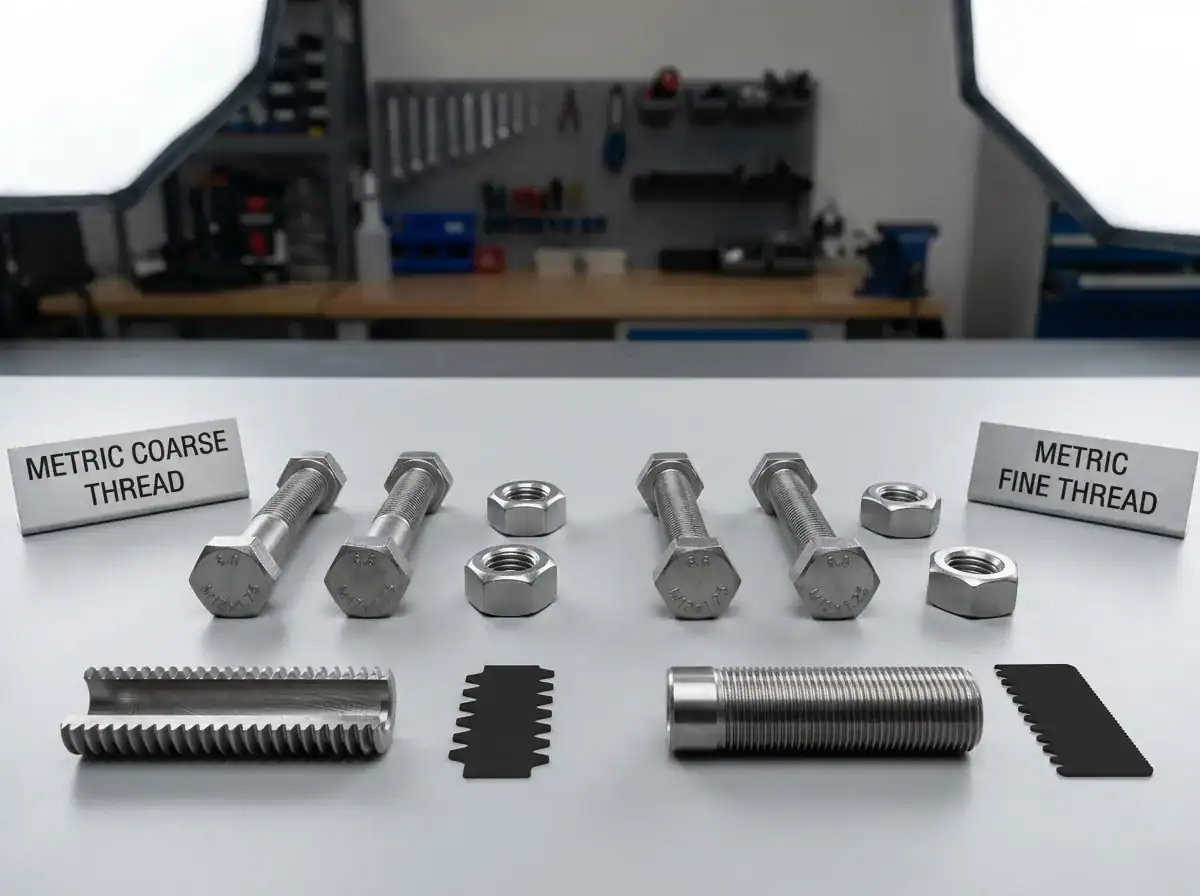
Coarse versus fine metric thread
Coarse metric thread is the default and the broadest industrial choice, while fine metric thread is selected when adjustment, wall thickness, or vibration behavior demands it.
The Bolt Depot metric thread pitch table is a useful quick reference because it lists the standard coarse and fine pitches across common metric sizes. That data helps answer a common sourcing question fast: if the drawing says M10, should the default be M10 x 1.5? In general, yes, because 1.5 mm is the standard coarse pitch for M10.
That said, many industrial buyers under-specify fine pitch parts by accident. The nut or tapped hole is ordered as standard coarse because the purchaser sees only M12 and assumes that is enough. It is not enough when the print really requires M12 x 1.25.
How to read the most common metric thread callouts
A good metric thread callout removes ambiguity about size, pitch, tolerance, and direction before the job reaches machining or procurement.
Use this quick interpretation pattern:
M8: standard coarse M8 unless otherwise specifiedM8 x 1.0: M8 fine pitchM20 x 2.5 - 6H: internal thread with tolerance classM16 x 1.5 - 6g: external thread with tolerance classM12 x 1.75 LH: left-hand thread
One short sentence: incomplete callouts cause rework.
For industrial purchasing, we usually recommend that the RFQ repeat the full metric thread callout from the drawing, including pitch and tolerance class where relevant. That is slower in the quoting sheet. It is much faster than finding out at incoming inspection that the supplier assumed coarse pitch.
| Example callout | Interpretation | Typical use note |
|---|---|---|
| M6 | Standard coarse M6 | Commodity screws, covers, brackets |
| M8 x 1.0 | Fine-pitch M8 | Better adjustment, more threads per length |
| M10 x 1.5 | Coarse-pitch M10 | Broadest standard fastener availability |
| M12 x 1.25 – 6g | Fine external thread with tolerance | Higher control on mating fit |
| M16 x 1.5 LH | Left-hand fine thread | Special rotation or anti-loosening setups |
Metric Thread Dimensions, Charts, and Fit
A metric thread chart is useful, but the real value comes from knowing which dimension solves which manufacturing or sourcing question.
This is where competitors were especially thin. They show diameter and pitch, but they rarely explain when major diameter, minor diameter, pitch diameter, and tapping drill each matter.
Major, minor, and pitch diameter
Major diameter tells you the nominal size, minor diameter matters for internal thread core strength, and pitch diameter is the most important fit control dimension.
For inspection teams, pitch diameter is where many real fit decisions live. That is why NIST’s publication on pitch diameter measurement of threaded gages using a CMM remains relevant: it focuses directly on pitch diameter measurement methodology, which sits at the heart of gauge correlation and thread quality verification.
A metric thread that looks acceptable at the major diameter can still fail on fit because the pitch diameter is off. We have seen this happen after coating changes, die wear, or aggressive rolling setups. The thread enters. Then it binds, loosens, or fails gauge.
Tapping drills and internal thread planning
When you cut or form a metric thread internally, the tap drill size must match the pitch and desired thread engagement rather than the nominal diameter alone.
This is where maintenance teams and machine shops often need a more practical explanation than a catalog provides. The same nominal diameter can have different tap drill implications when the pitch changes. An M10 x 1.5 and an M10 x 1.25 are not interchangeable drilling plans just because they share the same nominal diameter.
The Accu metric thread dimensions page is useful here because it consolidates dimension data across a broad size range. That helps buyers and engineers cross-check whether a “special” request is actually standard, fine, or non-preferred.
Tolerance classes and plating effects
Tolerance class controls fit, and plating can move a good metric thread into a bad one if the allowance was not planned correctly.
This point gets overlooked in standard educational content, but it matters in production. A zinc-plated external metric thread can tighten the effective fit enough to create assembly issues if the class allowance and process control were not considered early. The same issue appears with thick coatings, paint contamination, or aggressive topcoats in corrosion-sensitive projects.
In purchasing, do not separate thread tolerance from finishing. They belong in the same decision.
| Dimension or fit factor | Main question it answers | Typical failure if ignored |
|---|---|---|
| Major diameter | Is this the right nominal thread family? | Wrong nut or wrong hole series chosen |
| Pitch | Is coarse or fine thread required? | Mating part mismatch |
| Pitch diameter | Will the fit actually gauge and assemble? | Tight fit, loose fit, or gauge rejection |
| Minor diameter | Is there enough core strength and tap depth? | Weak internal threads or tapping breakage |
| Tolerance class | How controlled is the thread fit? | Assembly variation across lots |
| Coating buildup | Will finishing change fit? | Post-plating assembly problems |
Types of Metric Thread Used in Industry
Metric thread selection is not just about size; it is also about series, pitch, fit, and whether the part is a bolt, screw, stud, insert, or tapped feature.
Industrial procurement teams usually encounter metric thread in more than one form. That matters because the sourcing risk changes depending on the product family.
Standard coarse metric thread
Coarse metric thread is the default industrial choice because it offers the broadest availability, better field tolerance, and simpler sourcing.
For general fasteners, maintenance hardware, and export programs, coarse pitch is usually the safest starting point. It tolerates dirt and damage a little better, it is easier to source globally, and it reduces the chance that the wrong nut will be paired at the assembly line.
That is one reason many of the site’s broader selection guides, including grades of bolts and 8.8 bolt, naturally intersect with metric thread decisions. Grade and thread series are rarely isolated from each other in a real order.
Fine metric thread
Fine metric thread is chosen when the application needs more adjustment precision, more engaged threads per unit length, or better performance in thin-wall or dynamic conditions.
There are good reasons to specify fine pitch:
- Better clamping adjustment per turn
- More thread engagement in short lengths
- Better resistance to loosening in some vibration-sensitive joints
- Useful geometry in thin-wall parts or smaller wrench envelopes
But there are tradeoffs:
- More risk of wrong-part substitution
- Less field interchangeability
- More attention needed on tapping and inspection
- Longer replenishment time in commodity markets
Special internal and external metric thread applications
Metric thread also appears in studs, threaded rods, inserts, precision screws, and custom-machined parts where the tolerance and process requirements are tighter than standard hardware.
This is common in industrial automation, transport equipment, instrumentation mounts, flanged assemblies, and fabricated steel parts with welded nuts or tapped bosses. The thread may still be standard ISO metric, but the application is not commodity. That is where buyers should define the part by full callout, material, finish, and mating requirement rather than by nominal size alone.
In practice, we see more purchasing clarity when a buyer links the metric thread requirement to the actual product category: bolt, stud, screw, insert, or tapped plate. That avoids the classic “M12 what?” problem.
Applications of Metric Thread in Procurement and Manufacturing
Metric thread shows up across product sourcing, machining, inspection, maintenance, and export packaging, and each stage cares about a different piece of the same thread callout.
The top-three competitor pages barely touched applications. That is a missed opportunity because application context is where the buyer actually makes decisions.
Fastener sourcing and export orders
For sourcing teams, metric thread matters because it determines interchangeability, mating hardware selection, and the clarity of the commercial specification.
When a customer asks for hex bolts, socket screws, flange bolts, or studs, the metric thread callout drives:
- Matching nut availability
- Washer compatibility
- Preferred stock sizes
- Tap or die setup for related parts
- Pack labeling and lot segregation
This is especially relevant on a site like productionscrews.com, where product families overlap. A buyer comparing bolt and screw or reviewing bolts vs screws may think the decision is about head style or application. Very often, the deeper issue is thread system standardization.
Machining and tapping operations
For machinists and production engineers, metric thread drives drill selection, tool wear expectations, gauge choice, and scrap risk.
A metric thread that is easy to describe can still be difficult to produce consistently if the material is hard, the hole is shallow, the tap is worn, or the coating allowance was ignored. Short sentence. Shops that treat thread generation as a last-step detail usually pay for it in broken taps or gauge failures.
One pattern we have seen repeatedly is that teams switching from inch-series work to metric work underestimate how often fine-pitch orders appear in special components. The nominal size looks familiar. The pitch is not. Then the wrong tool is pulled from inventory.
Assembly, maintenance, and field replacement
For maintenance teams, metric thread standardization reduces downtime only when the replacement part uses the same pitch and fit as the original.
This sounds obvious, but it is where many avoidable field errors happen. A replacement bolt marked only by diameter may thread in partially and then seize because the original was fine pitch. Or the opposite: a coarse thread feels loose in a worn internal thread and gets overtightened to compensate.
That is why good replacement practice includes full part verification, not just “it looks like M10.”
How to Choose the Right Metric Thread
The right metric thread is selected backward from the application: load, material, mating part, installation method, and service environment all matter before stock availability does.
Here is the practical decision framework most buyers actually need.
Step 1: Start with the mating requirement
Choose the metric thread from the mating component or drawing first, because thread compatibility is non-negotiable.
If the receiving part is already defined, your metric thread choice is constrained immediately. You need the exact diameter, pitch, hand, and tolerance expectation before comparing materials or finishes.
If the design is still open, then decide whether the joint is best served by coarse or fine pitch. Coarse is the default. Fine needs a reason.
Step 2: Check load, wall thickness, and vibration
Use coarse metric thread for broad service robustness and fine metric thread where engagement density, adjustment, or packaging justify it.
A practical rule:
- Choose coarse for general industrial hardware and replacement simplicity.
- Choose fine for thinner wall sections, finer preload adjustment, or specialized dynamic joints.
- Avoid unnecessary fine pitch in field-service-heavy products unless the design truly needs it.
Most guides stop here, but this is where the real nuance starts: the “better” metric thread is often the one that reduces user error in service, not the one that looks most precise on the print.
Step 3: Confirm manufacturing and inspection capability
A metric thread specification is only good if the supplier can make, gauge, finish, and package it consistently.
Before ordering, confirm:
- Whether the part is rolled, cut, tapped, or ground
- Whether fine pitch is standard stock or special production
- Which gauges or measurement method will be used
- Whether plating or coating will affect fit
- Whether mating nuts or inserts come from the same controlled source
This is where a standard metric thread callout can still become a risky order. The standard may be common. The process capability may not be.
Step 4: Match the thread to material and corrosion strategy
Material and finish can change how a metric thread behaves in assembly, so thread selection should be checked alongside the base metal and coating plan.
For example, a fine metric thread in stainless can behave differently in repeated service than the same geometry in alloy steel because of galling risk and friction changes. That is why related internal guidance on stainless steel bolt and bolt nut stainless steel often belongs in the same engineering conversation.
Step 5: Write the full callout into the PO
The final purchasing control for metric thread is a complete written callout, not an assumption carried in email.
At minimum, the PO or technical attachment should state:
- Thread size
- Pitch
- Product type
- Material or grade
- Finish
- Standard reference if relevant
- Quantity and packaging requirements
- Mating hardware requirement when supplied as an assembly

Common Metric Thread Mistakes
Most metric thread failures come from ambiguity, not from the thread system itself.
That is good news, because ambiguity can be controlled.
Confusing coarse and fine pitch
The most common metric thread mistake is assuming that nominal diameter alone is enough to identify the part.
It is not enough. M12 and M12 x 1.25 are not the same buying decision. If the supplier, machinist, or maintenance team assumes coarse pitch when the design needs fine pitch, the problem may not show up until final assembly.
Ignoring tolerance or finish
A metric thread that works before finishing can become a fit problem after coating if allowance was not planned.
This is especially common on plated external threads, tapped painted parts, and assemblies where mating hardware comes from mixed sources. In practice, we have seen “bad bolt” claims disappear once the team separated thread geometry from finish buildup and verified gauge condition.
Using partial callouts in procurement
Shortened purchasing language increases the chance that a standard metric thread will be supplied incorrectly.
Avoid PO lines like:
M10 boltmetric screwM12 stainless
Those are not technical specifications. They are placeholders pretending to be specifications.
Assuming every shop measures thread quality the same way
Inspection consistency matters because metric thread quality is validated through gauges, pitch checks, and process control, not just visual appearance.
If the customer, supplier, and third-party inspector do not align on what defines an acceptable metric thread, arguments start late and cost more.
Future Trends for Metric Thread in 2026 and Beyond
The 2026 trend for metric thread work is not a new geometry; it is better digital control over the same standard.
The core profile is mature. The operational expectations around it are changing.
Better digital specification control
More companies are tightening CAD-to-PO consistency so the exact metric thread callout reaches both suppliers and inspectors without manual simplification.
That matters because most metric thread errors are transcription errors. The geometry did not fail. The data handoff failed.
More attention to gauging and traceability
Quality teams are paying more attention to how metric thread acceptance is measured, especially for export hardware and safety-related assemblies.
The continued relevance of NIST’s pitch diameter work shows why: thread fit is still a measurement discipline, not just a catalog topic.
Greater demand for application-aware suppliers
Industrial buyers increasingly want suppliers who can explain why a specific metric thread should be coarse, fine, plated, rolled, or paired with a matching nut set.
The product may be simple, but the support expectation is rising. That is especially true when a customer moves from a generic hardware search into a custom OEM or export order.
FAQ About Metric Thread
What is another name for metric thread?
Another common name is ISO metric screw thread, which refers to the standardized metric thread system used for general-purpose fasteners. In most industrial contexts, metric thread and ISO metric screw thread point to the same general system of millimeter-based diameter and pitch designation.
What is the standard metric thread angle?
The standard metric thread angle is 60 degrees. That 60-degree profile is part of the standard geometry used in general-purpose ISO metric threads, which is why a non-ISO thread with a different profile should not be treated as interchangeable just because the diameter looks close.
What does M10 x 1.5 mean in a metric thread callout?
It means a 10 mm nominal diameter thread with a 1.5 mm pitch. The M10 identifies the nominal major diameter, and 1.5 identifies the distance between adjacent thread crests in millimeters.
Is metric thread the same as metric pitch?
No; metric thread is the whole thread system, while metric pitch is only one dimension within that system. Pitch tells you the spacing between threads, but a full metric thread specification may also include diameter, tolerance, handedness, and product type.
When should I use fine metric thread instead of coarse?
Use fine metric thread when the design needs finer adjustment, more engaged threads in a short length, or a specific dynamic or packaging advantage. Fine pitch can be the right choice, but it should be intentional because it reduces substitution tolerance and often increases sourcing sensitivity.
How do I identify a metric thread correctly?
Identify it by checking the M designation, measuring nominal diameter, confirming pitch, and verifying the fit or tolerance requirement when relevant. A thread gauge or pitch gauge, caliper measurement, and drawing review are the usual starting tools.
What is the difference between metric thread and imperial thread?
Metric thread uses millimeters for diameter and pitch, while imperial thread systems use inch-based diameter and threads-per-inch notation. The profile can look similar in some cases, but the designation method and standardized size-pitch combinations are different.
What is another name for metric thread?
Another common name is ISO metric screw thread, which refers to the standardized metric thread system used for general-purpose fasteners.
In most industrial contexts, “metric thread” and “ISO metric screw thread” point to the same general system of millimeter-based diameter and pitch designation. Bottom line: if the print says M and uses millimeter pitch, you are almost certainly dealing with ISO metric thread.
What is the standard metric thread angle?
The standard metric thread angle is 60 degrees.
That 60-degree profile is part of the standard geometry used in general-purpose ISO metric threads, which is why a non-ISO thread with a different profile should not be treated as interchangeable just because the diameter looks close. Bottom line: profile angle is one reason a thread can look right and still mate badly.
What does M10 x 1.5 mean in a metric thread callout?
It means a 10 mm nominal diameter thread with a 1.5 mm pitch.
The M10 identifies the nominal major diameter, and 1.5 identifies the distance between adjacent thread crests in millimeters. Bottom line: the second number is critical because it separates coarse and fine variants within the same size family.
Is metric thread the same as metric pitch?
No; metric thread is the whole thread system, while metric pitch is only one dimension within that system.
Pitch tells you the spacing between threads, but a full metric thread specification may also include diameter, tolerance, handedness, and product type. Bottom line: pitch alone never defines the complete thread requirement.
When should I use fine metric thread instead of coarse?
Use fine metric thread when the design needs finer adjustment, more engaged threads in a short length, or a specific dynamic or packaging advantage.
Fine pitch can be the right choice, but it should be intentional because it reduces substitution tolerance and often increases sourcing sensitivity. Bottom line: choose fine for a reason, not because it sounds more precise.
How do I identify a metric thread correctly?
Identify it by checking the M designation, measuring nominal diameter, confirming pitch, and verifying the fit or tolerance requirement when relevant.
A thread gauge or pitch gauge, caliper measurement, and drawing review are the usual starting tools. Bottom line: do not identify a metric thread by visual comparison alone if the part matters.
What is the difference between metric thread and imperial thread?
Metric thread uses millimeters for diameter and pitch, while imperial thread systems use inch-based diameter and threads-per-inch notation.
The profile can look similar in some cases, but the designation method and standardized size-pitch combinations are different. Bottom line: mixing the two systems is one of the fastest ways to create avoidable assembly errors.

Conclusion
Metric thread looks straightforward because the notation is compact, but the real industrial decision includes pitch, tolerance, manufacturing method, mating hardware, finish, and inspection. Once those are aligned, the system is efficient, global, and highly reliable. When they are not, even a standard metric thread can become a source of scrap, delay, or field failure.
If you are sourcing or specifying metric thread products, start with the full callout, not the nominal diameter alone. Confirm coarse versus fine, match the mating component, verify manufacturing capability, and write the entire requirement into the PO. That is the practical path to fewer returns, faster assembly, and cleaner communication across engineering, purchasing, and production.
Related Products
Solutions & Cluster
Related Articles
- Anti Theft License Plate Screws: The Complete Buyer’s Guide (2026)
- Thread Forming Screws: Complete Guide to Types, Uses & Selection
- Screw Nut Bolt: The Complete Guide to Fastener Types, Grades & Selection
- UNC Thread: Complete Guide to Unified National Coarse Thread Standards
- Nylon Spacers: The Complete Guide to Types, Sizes, and Applications
- U-Bolt Fasteners: The Complete Guide to Types, Sizes & Applications
- Castellated Nut: Complete Guide to Types, Uses & Installation
- Essential Guide to UNC Fittings: Types, Uses, and Applications




